 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtAltı Taraflı Delme Çözüm
Altı Taraflı Delme Çözüm
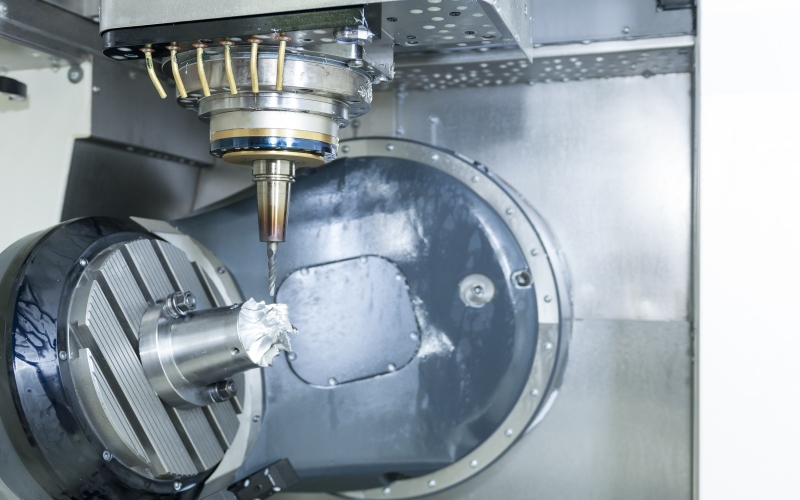
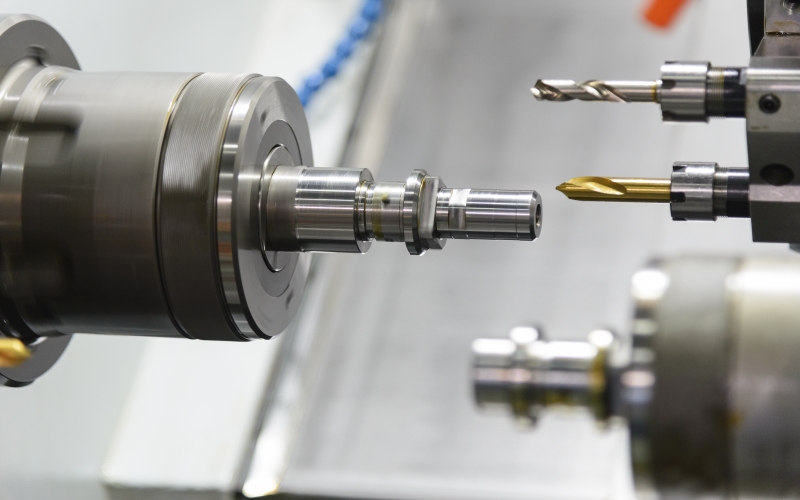
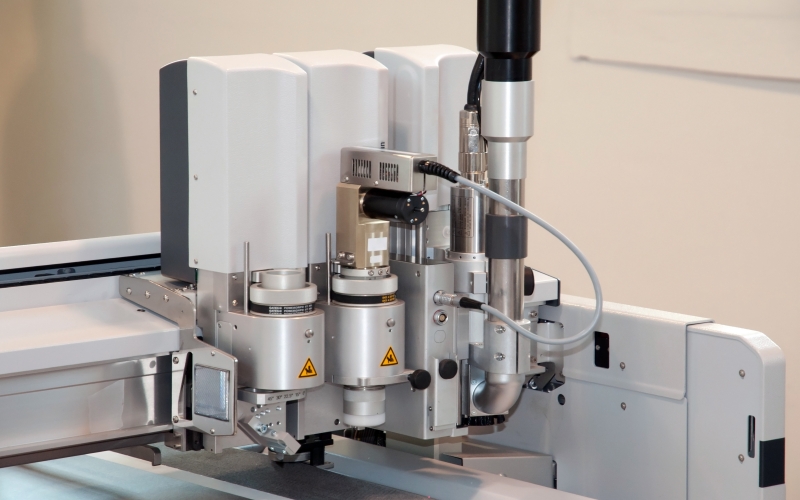
Gardırop, dolap, tahta gibi panel mobilyaların üretiminde ve işlenmesinde delme, kanal açma ve diğer işlemler birbirinden ayrılamaz. Şu anda sektörde çift taraflı, dört taraflı ve altı taraflı delme işlemini gerçekleştirebilen çeşitli CNC delme ekipmanları bulunmaktadır. Mevcut CNC altı taraflı delme işlemi sırasında presleme, besleme, işleme konumlandırma ve boşaltma işlerini tamamlamak için yalnızca iki sıkıştırma çenesine ihtiyaç vardır. Uzun iş parçalarını işlerken, plakalar genellikle bükülmüş ve eşit olmadığından, dikey delme ve yatay delmenin doğruluğunu sağlamak için, işleme süreci sırasında iki fikstürün işleme aletinden belirli bir mesafeyi koruması gerekir. Uzun plakalı iş parçalarının işlenmesini tamamlamak için sıkma çenelerini değiştirmek ve sıkma konumunu birden çok kez ayarlamak gerekir; bu da besleme ve işleme konumlandırmasında kümülatif hatalara neden olur.

özellikler ve faydalar
Sektöre giriş
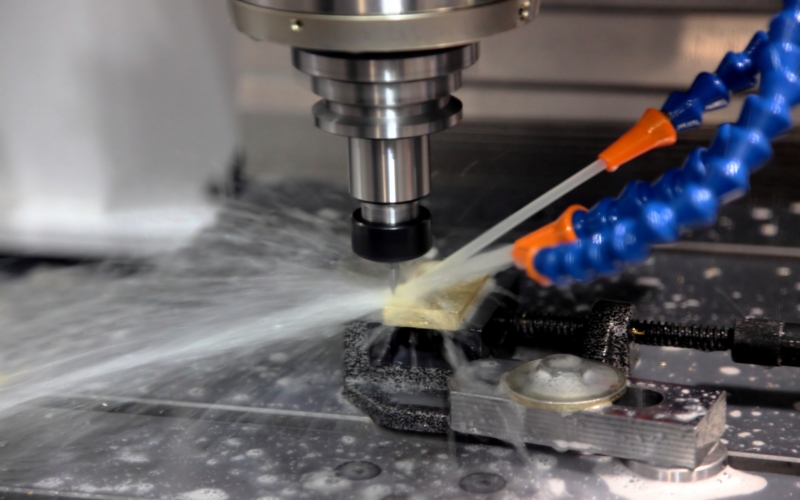
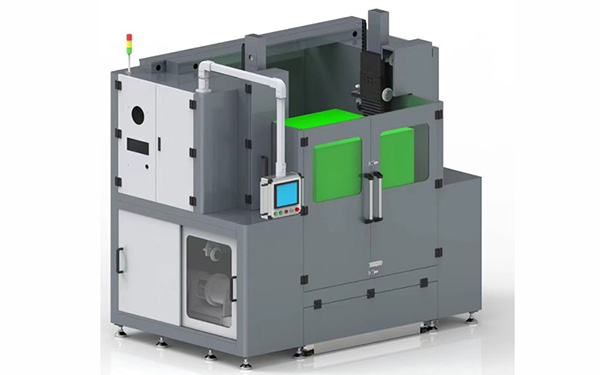
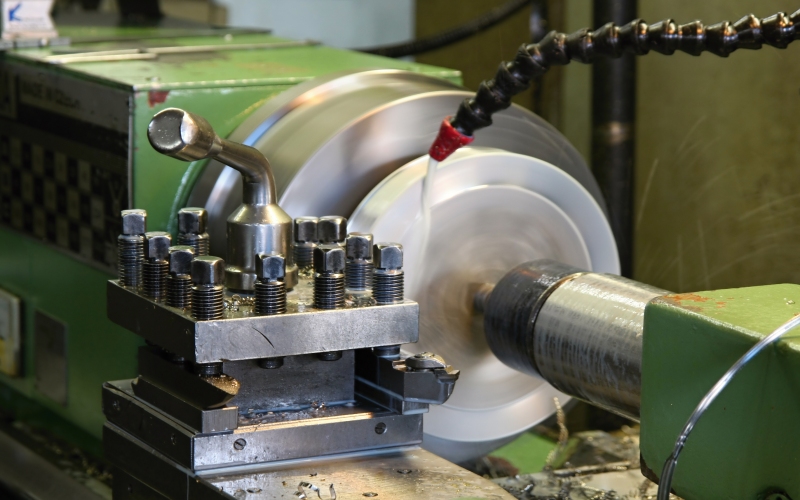
Altı taraflı matkaplar çoğunlukla çeşitli insan yapımı panellerin, masif ahşap panellerin ve yarı masif ahşap panellerin delme ve işleme uygulamalarında kullanılır. Delme ve işleme hızında kullanımı kolay ve hızlı olan bir tür sayısal kontrol işleme ekipmanıdır. Her türlü dolap panosu ve diğer pano mobilyaları için uygundur. Kapsamlı delme ekipmanı olarak CNC beş-altı kenarlı matkabın kullanımı kolaydır, son derece otomatiktir, verimlidir ve hassastır. Delme, kanal açma ve frezeleme için profesyonel bir ekipmandır. Altı yüz pozisyonunun işlenmesini tek seferde tamamlayarak yüksek verimlilik ve yüksek hassasiyette işleme gerçekleştirin.
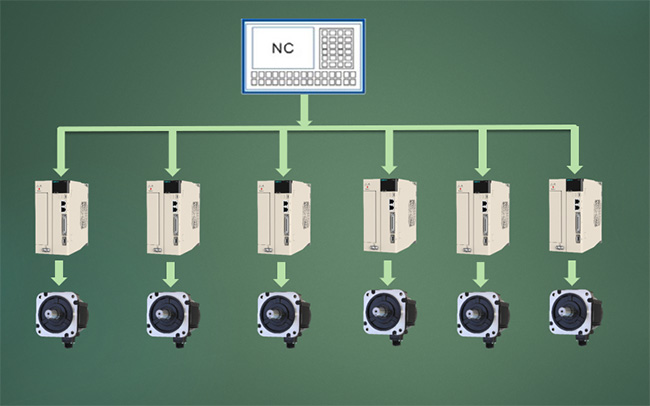
Sistem topolojisi
Programın öne çıkanları
1. Veri yolu kontrol şemasını kullanarak PLC'nin servoyu kontrol etmek için darbe göndermesine gerek kalmaz, bu da kablolamayı basitleştirir ve sistemin şeffaflığını ve sistemin parazit önleme yeteneğini artırır.
2. Servo sürücünün hızlı tepkisi, doğru konumlandırması, kararlı çalışması vardır ve bitmiş ürünün tüm endeksleri gereksinimleri karşılar.
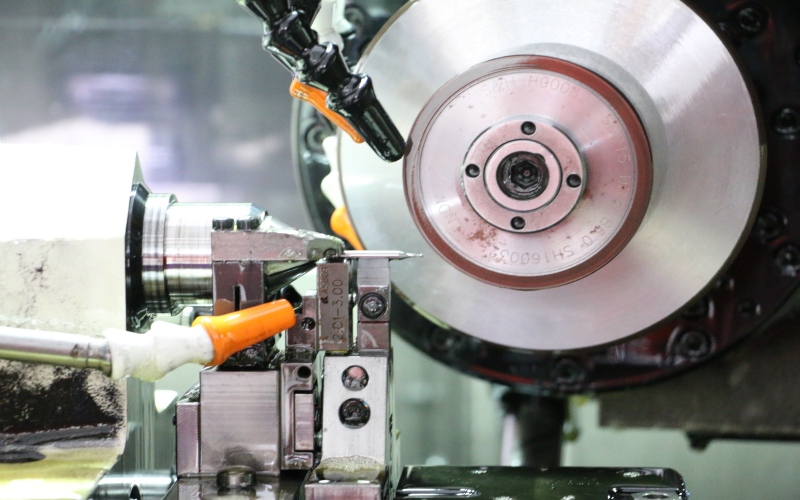
3. Yük işlemini daha istikrarlı ve doğru hale getirmek ve delik konumunun doğruluğunu sağlamak için özel bir servo motor kullanılır.
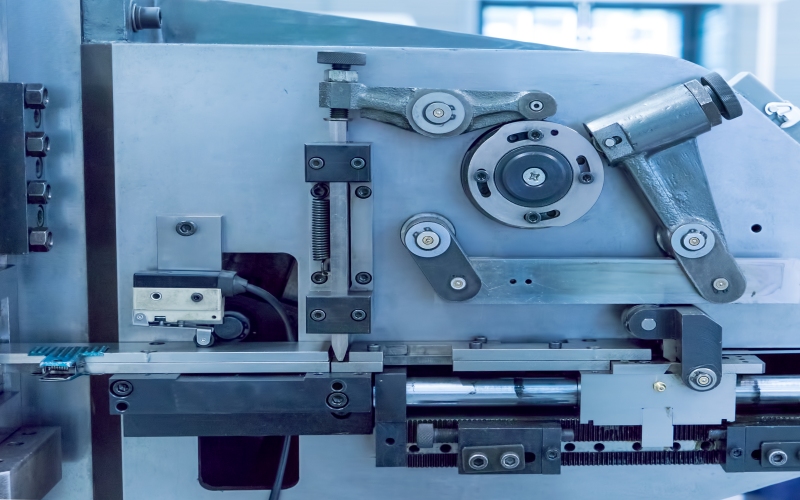
Süreç ilkesi
Kontrol sisteminin ve servo sürücünün altı taraflı açıklık ihtiyacını karşılamasını sağlayın. M2, M3 veya EtherCAT veri yolu kontrolünü, daha hızlı iletişim hızını, çok eksenli bağlantıyı, iyi yanıt verme özelliğini ve basit kablolamayı benimser. Sistem, resimleri G kodlarına dönüştürüp PLC'ye göndermek için CAM yazılımını destekler ve PLC ilgili eğri planlamasını yapar.
Teknik dizin
İşleme doğruluğu ±0,05 mm'ye ulaşabilir.
Maksimum işleme hızı 12-25 m/dak.
Aynı anda 6 tarafı işleyin.
Uygulama






















 Mesaj bırakın
Mesaj bırakın