 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtVEICHI AC300'ün Senkron İletim Kontrol Sisteminde Uygulanması
Genel Bakış
Toplumun sürekli gelişmesi ve bilim ile teknolojinin hızlı ilerlemesi nedeniyle, giderek daha fazla mekanik çalışma durumunun eşzamanlı olarak kontrol edilmesi gerekiyor. Üretim verimliliğini artırmak amacıyla modern üretim ve işleme süreçleri otomatikleştirilmiş ve sürekli üretime tabi tutulmuştur. Bu nedenle tahrik motorunun güvenilirliği, ekonomisi, hız oranı ve senkronizasyon performansı daha yüksek gereksinimler ortaya koymaktadır. Şu anda tekstil, makine, kimyasal elyaf, çelik, elektrik, kağıt, gıda, kimya, petrol, ahşap ve diğer endüstrilerde ortak senkron kontrol bulunmaktadır. VEICHI invertörün bu endüstrilerde ilgili başarılı uygulama örnekleri vardır. Aşağıda ilgili basit uygulamalardan bazıları verilmiştir.
Şekillendirme Makinesinin Senkron Kontrolünde AC300 İnverterin Uygulanması
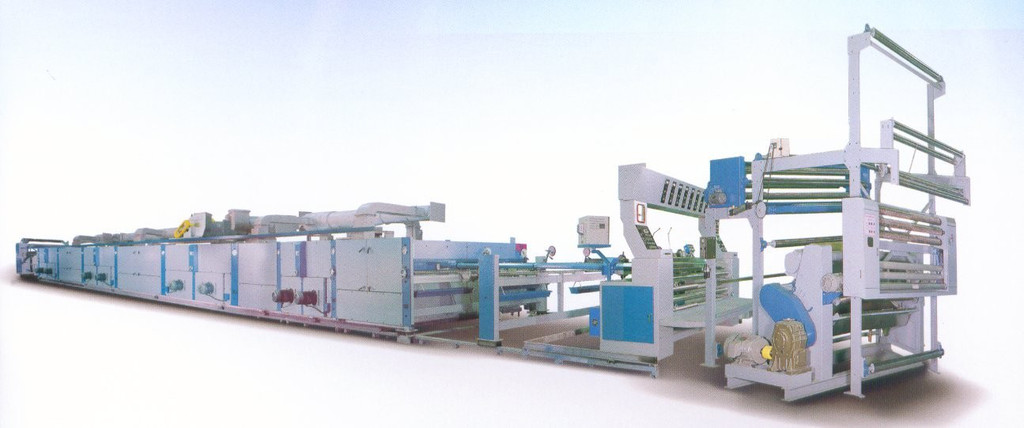
1. Ayar makinesinin çalışma prensibi
Şekillendirilmemiş kumaş, düz sıyırıcı tarafından makineye beslenir ve makine, kumaşın iki ucunu otomatik olarak iğne tahtasına bağlar. İğne tahtasının her iki ucu mekanik çalışma adımıyla fırına girer, fırın elektrikle ısıtılır ve fan üflenir. Farklı sıcaklık bölümlerindeki birkaç ardışık sabit sıcaklık fırınından sonra, kuyruk ucuna girdikten sonra, soğutma ve statik elektrikten sonra, salınım kumaşın içine düşer ve kumaş gevrek ve güzel olur.
2. Şekillendirme makinesinin bileşimi ve her bir parçanın rolü
Şekillendirme makinesi temel olarak beş parçadan oluşur: bir besleme parçası, bir atkı besleyici, bir zincir, bir fırın ve bir kumaş dağıtım cihazı.
(1) Bölüm yükleniyor
Yapı nispeten basittir; bir oluk ve bir rulodan oluşur. Bez oluğa girer, kimyasal maddeyi taşır ve ardından fazla kimyasal maddeyi temizlemek için ruloya bastırır. Bu nedenle kumaş üzerindeki kimyasal madde oldukça homojendir ve bu da yüksek kaliteli şekillendirici kumaş elde etmenin ön koşuludur. Burada şunu belirtmek gerekir ki, rulonun sol ve sağ taraflarındaki basıncın tutarlı olup olmadığına her zaman dikkat etmek gerekir. Aksi takdirde, daha az basınca sahip olan taraf daha fazla yüklenecek, daha yüksek basınca sahip olan taraf ise daha az malzemeye sahip olacak ve kumaşta tutarsız kalite sorunları yaşanacaktır.
(2) Atkı besleyici
Sabit makinedeki atkı hizalayıcı Mahlo RFMC94H fotoelektrik atkı hizalayıcıdır. Mahlo fotoelektrik atkı hizalayıcıda dört set sensör bulunmaktadır. Her sensör aydınlatıcı ve hassaslaştırıcı olmak üzere iki parçadan oluşur. Hareket kısmı bir hidrolik sistemi benimser. Eğimli boyutun sinyali kontrol panosuna geri iletildiğinde, kontrol panosu atkıyı düzeltmek için kavisli silindirin veya düz silindirin açısını ayarlamak üzere hidrolik sistemi çalıştırmak için bir komut verecektir. Spesifik olarak: kumaşın merkezi iki taraftan farklı olduğunda kavisli silindir hareket edecektir; sol ve sağ arasında bir fark olduğunda düz silindir hareket edecektir.
Atkı besleyici
(3) Zincir parçası
Ayar makinesindeki gergi zincir tarafından üretilir. Ayar makinesinin zinciri, düşen kumaşın yanındaki yüksek güçlü motor tarafından tahrik edilir. Zincir bir iğne plakasıyla donatılmıştır. Kumaş zincire girdiğinde pres çarkı üzerindeki fırça çarkı ile kumaş bastırılır. Tahtanın üzerindeki küçük iğne üzerindeki iki sütunlu zincirlerin tahriki altında kumaş fırına girebilmektedir. Bu tip makinelerin aşıkları diğer stereotiplerden farklıdır. İyi sonuçlar elde etmek için her iğnenin çekilmesini kontrol edebilir. Bazı ayar makineleri iğneleri ayarlayamaz. Dikdörtgen veya trapez şeklindedir.

Zincir parçası
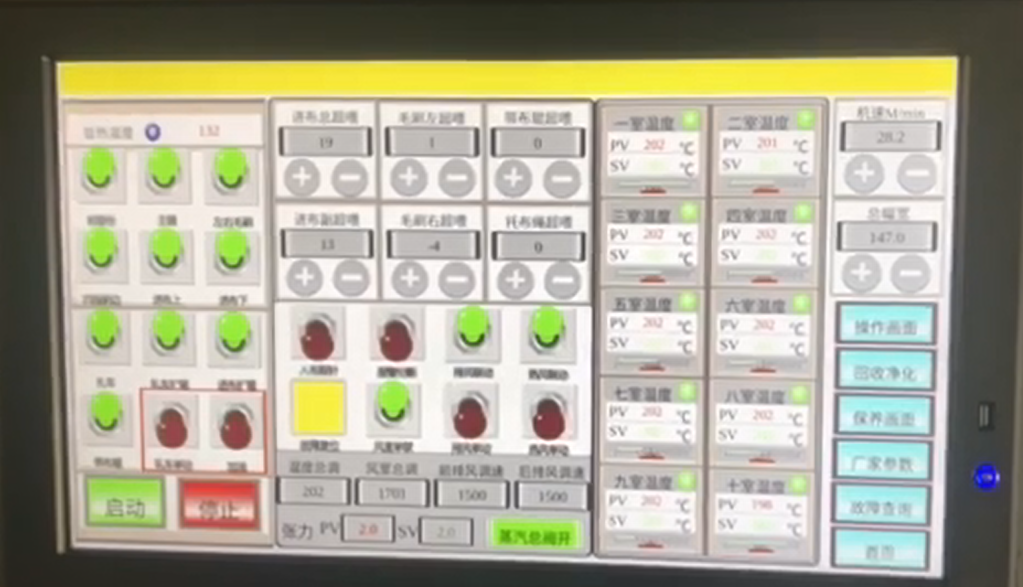
(4) Fırın gövdesi
Fiksaj makinesinde sekiz set fırın bulunur ve sirkülasyon fanının hareketi altında yıldız şeklindeki jet çerçevesindeki ince deliklerden kumaş yüzeyine sürekli olarak hava püskürtülür. Sıcak hava ıslak bezle temas ettikten sonra sıcaklık düşer ve nem yükselir ve yıldız şeklindeki jet çerçevesindeki büyük delikten dışarı atılır, filtre ağından geçer ve daha sonra ısı eşanjörü tarafından sürekli olarak sirküle edilir. Isı eşanjörü filtrenin altında bulunur ve sıcak kömür kızgın yağdır. Isı eşanjöründe verimli ısı değişimi için çok sayıda ince kanat bulunur.
(5) Düşen kumaş ve sarma cihazı
Priz makinası üretim ihtiyacına göre bez veya rulo şeklinde iki şekilde düzenlenebilmektedir. Her iki mod da zinciri tahrik etmek için motor tarafından çalıştırılır. Kumaşın çıkarılması için kumaş kullanıldığında, kumaşın gerginlik stabilitesinin yüksek olması gerekir ve kumaşın, hava silindiri tarafından kontrol edilen gerginlik ayarlayıcı bir kılavuz rulodan geçmesi gerekir. Kumaş tipi damla kumaş durumunda, kumaşın sabit bir kılavuzdan geçmek için gerginlik ayarlama silindirinden geçmesine gerek yoktur.
Düşen kumaş ve sarma cihazı
3. Priz makinası üretim ihtiyacına göre bez veya rulo şeklinde iki şekilde düzenlenebilir. Her iki mod da zinciri tahrik etmek için motor tarafından çalıştırılır. Kumaşın çıkarılması için kumaş kullanıldığında, kumaşın gerginlik stabilitesinin yüksek olması gerekir ve kumaşın, hava silindiri tarafından kontrol edilen gerginlik ayarlayıcı bir kılavuz rulodan geçmesi gerekir. Kumaş tipi damla kumaş durumunda, kumaşın sabit bir kılavuzdan geçmek için gerginlik ayarlama silindirinden geçmesine gerek yoktur.
Kumaş tipi damla kumaş durumunda, kumaşın sabit bir kılavuzdan geçmek için gerginlik ayarlama silindirinden geçmesine gerek yoktur
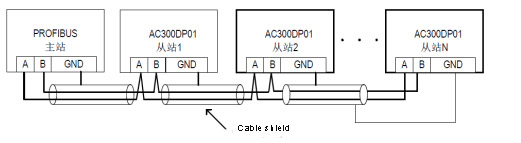
4. Her motorun senkronizasyonunu sağlamak için, mekanik iletim oranını belirleyin, her iletim ilişkisini planlayın, invertör bir köle biçiminde ve ana bilgisayar iletişim modu (MODBUS 485 veya PROFIBUS DP) aracılığıyla çalıştırma komutu ve verilen frekans. AC300 invertörümüzün mükemmel yanıt verme yeteneği, ana bilgisayar tarafından verilen komuta hızlı bir şekilde yanıt verebilir, böylece makinenin senkronizasyonunu sağlar.

AC300 invertörler
Parametre ayarı (MODBUS 485): Parametre ayarı basit, hızlı ve kullanışlıdır!
| Fonksiyon numarası ve ayar değeri | Fonksiyon adı | Fonksiyon numarası ve ayar değeri | Fonksiyon adı |
| F00.02=2 | Verilen komutu çalıştır 485 | F00.03=6 | Verilen frekans 485 |
| F13.00=1 | Köle seçimi | F13.01 | 485 iletişim adresi |
| F13.02 | İletişim baud hızı | F13.03 | MODBUS veri formatı |
Parametre ayarı (PROFIBUS DP): GSD dosyamızı DP'de yapılandırarak varsayılan PZD1'i kullanabilirsiniz!
| Fonksiyon numarası ve ayar değeri | Fonksiyon adı | Fonksiyon numarası ve ayar değeri | Fonksiyon adı |
| F00.02=2 | Verilen komutu çalıştır | F00.03=6 | Verilen frekans |
| F13.00=1 | Köle seçimi | F13.27 | DP iletişim adresi |
| Birincil istasyon PZD alanına veri gönderir | ||
| İnvertör komutu | İnvertör hedef frekansı | İnvertör fonksiyon parametreleri gerçek zamanlı olarak değişir |
| PZD1 | PZD2 | PZD3~PZD10 |
| invertör yanıt verileri PZD alanı | ||
| İnvertör durumu | Frekans invertörünün çalışma frekansı | İnverter fonksiyon parametre değerlerinin gerçek zamanlı okunması |
| PZD1 | PZD2 | PZD3~PZD10 |
Parametre ayarı basit, hızlı ve kullanışlıdır
AC300 İnvertörün Kompozit Makinenin Senkron Kontrolünde Uygulanması
1. Genel Bakış
TPU kompozit, yeni bir kumaş elde etmek için ikisinin özelliklerini birleştiren, çeşitli kumaşlar üzerinde TPU film kompozitinden oluşan kompozit bir malzemedir. TPU akarak, üflenerek, perdahlanarak veya kaplanarak bir film haline getirilebilir. İyi esneklik, tokluk, aşınma direnci, iyi soğuğa dayanıklılık, çevre koruma ve toksik olmama avantajlarına sahiptir. Çin'de çok sayıda küçük fabrika var, bunların çoğu dışarıdan film fabrikalarından satın alınan TPU filmler ve sadece yapıştırma işlemini tamamlıyorlar. Yapıştırma sonrası işlemden sonra TPU filmi tekrar yüksek sıcaklık ve yüksek basınçla eklenmelidir. İşlem yanlış kontrol edilirse, filme zarar verebilir, hatta küçük deliklere bile neden olabilir. Frekans dönüşümü motorun hızını kontrol edebilir, böylece tutkal uygulandığında üretim sürecinde yüksek hıza yavaşlayabilir. Film belirli bir bağlantıda dengesiz olduğunda, motorun hızına ulaşmak ve TPU kompozit ürününün kalitesini ve verimliliğini artırmak için terminal hızlanacak ve yavaşlayacak şekilde kontrol edilebilir.
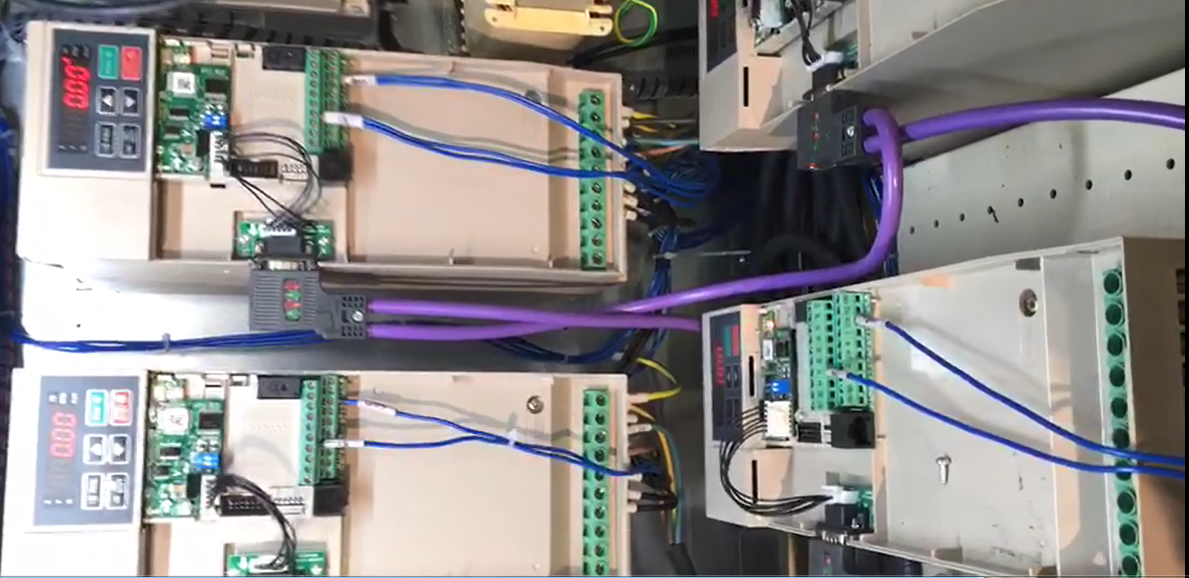
2. Tutkal noktası makinesinin komple ekipmanı ve çalışma prensibi
Yapıştırma noktası makinesinin tamamı genellikle 10 set kontrol motorundan, ana gövde, yapıştırma, kıvırma, açma, taşıma, su soğutma, çekiş, silikon açma 1, silikon açma 2 ve film döşemeden oluşur. Kontrol terminalindeki başlatmayı kontrol ederek, tüm motorun hızını kontrol edecek şekilde toplam ayar kontrol edilir. Bir film belirli bir bölümde düzensiz olduğunda, motora karşılık gelen düzeltme potansiyometresi ile ayarlanabilir, böylece ana makinenin frekansı, yapıştırıcı, açıklık, taşıma ve silikon açıklığının açılma hızı 1 ve 2 tutarlı olur ve son olarak ürünün senkron üretimi gerçekleştirilir.

AC300 İnvertörün Kompozit Makinenin Senkron Kontrolünde Uygulanması 1

AC300 İnvertörün Kompozit Makine 2'nin Senkron Kontrolünde Uygulanması

AC300 İnvertörün Kompozit Makinenin Senkron Kontrolünde Uygulanması 3
3. Tutkal noktası makinesinde uygulanan işlevler
TPU bileşik makinesindeki yapıştırma noktası makinesinin işlevi: tüm motor seti senkronize edilebilir ve çoklu hız gerçekleştirilir, işlem stabildir ve her filmin gerginliği tutarlı olmalıdır. Aşağıda bir kompozit makinenin özellikleri yer almaktadır:
(1) Kurutma verimliliğini artırmak ve enerji tüketimini azaltmak için özel yüksek verimli kurutma fırını;
(2) Aniloks rulo yapıştırma yöntemi kullanarak eşit şekilde kaplama;
(3) Hassas senkron kontrolü gerçekleştirin ve çok noktalı kontrol, kullanımı ve bakımı kolay;
(4) Bireysel ince ayar ve toplam ince ayar, hızlanma ve yavaşlamayı sağlayabilir;
Ana makine parametre ayarları:
| Fonksiyon numarası ve ayar değeri | Fonksiyon adı |
| F00.00=0 or 1 | Köleyle tutarlı olmak |
| F00.02=1 | Terminal kontrolü |
| F00.03=2 | (AI1 verilmiştir) ana potansiyometre + düzeltici potansiyometre |
| F00.09=50 | Maksimum frekans |
| F00.11=50 | Üst sınır frekansı |
| F00.14 | Hızlanma süresi (ana bilgisayar ve yardımcı bilgisayar tutarlıdır) |
| F00.15 | Yavaşlama süresi (ana ünite ve yardımcı ünite tutarlıdır) |
| F01.16 | Hızlanma ve yavaşlama modu (ana ünite, yardımcı makine tutarlı) |
| F02.00=1 | İleri koşu |
| F13.00=1 | Toplantı sahibi olarak ayarla |
| F13.09=0031 | Ana bilgisayar, köle çıkış frekansını ve çalıştırma komutunu gönderir ve çalıştırma komutunu gerçek duruma göre ayarlayabilir. |
Bağımlı parametre ayarı:
| Fonksiyon numarası ve ayar değeri | Fonksiyon adı |
| F00.00=0 or 1 | Ev sahibiyle tutarlı olmak |
| F00.02=2 | İletişim kontrolü |
| F00.03=6 | Verilen iletişim |
| F00.04=2 | (AI1 verilmiştir) frekansın ince ayarı için iki kutuplu potansiyometre. Hız regülasyonu sırasında ikincil ve ana bilgisayarın hızı tutarsızsa potansiyometre ayarlanabilir. |
| F00.05=1 | Kanal A'yı referans kaynağı olarak ayarlayın, kanal B ayar frekansı = kanal B frekans referans kaynağı × kanal A ayarlı frekans mutlak değeri / maksimum frekans), çünkü ince ayar modundadır, bu nedenle F00.05'in 1'e ayarlanması önerilir, 0'a ayarlanmadı |
| F00.06=2 | Frekans kombinasyonu modu kanal A + kanal B |
| F00.09=50 | Maksimum frekans |
| F00.11=50 | Üst sınır frekansı |
| F00.14 | Hızlanma süresi (ana bilgisayar ve yardımcı bilgisayar tutarlıdır) |
| F00.15 | Yavaşlama süresi (ana ünite ve yardımcı ünite tutarlıdır) |
| F01.16 | Hızlanma ve yavaşlama modu (ana ünite, yardımcı makine tutarlı) |
| F13.00=0 | Köle olarak ayarla |
| F13.00=1, 2, 3, 4...... | Slave adresini köle sayısına göre ayarlayın |
Firmamızın AC300 invertörü, senkron iletim alanında birçok uygulamaya sahiptir, birden fazla motor arasında senkronizasyon ve orantısal bağlantı sağlar ve yüksek maliyet performansı, yüksek kontrol hassasiyeti, hızlı performans tepkisi, basit kablolama ve rahat çalışma avantajlarına sahiptir. Endüstriyel kontrol endüstrisinde iyi bir itibar kazanmak için. Gelecekte daha iyi senkron iletim çözümleri sunacağız ve müşterilerimize daha iyi bir kullanım hissi vermek için senkron iletim uygulamasını geliştireceğiz.








 Mesaj bırakın
Mesaj bırakın