 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtCNC Makinesi için Servo Sistem
Önsöz
CNC torna tezgahı yüksek hassasiyetli, yüksek verimliliğe sahip otomatik bir takım tezgahıdır. Doğrusal silindirleri, eğimli silindirleri, dairesel yayları ve çeşitli dişleri işleyen çok çeşitli işleme özelliklerine sahiptir. Doğrusal enterpolasyon ve dairesel enterpolasyon gibi çeşitli telafi fonksiyonlarına sahiptir ve karmaşık parçaların seri üretiminde iyi bir ekonomik etki yapmıştır. CNC torna tezgahı, Çin'de en geniş kapsama sahip en yaygın kullanılan CNC takım tezgahıdır ve toplam CNC takım tezgahı sayısının yaklaşık %25'ini oluşturur.
CNC torna tezgahlarının doğuşu, insan işleme alanında çığır açıcı bir öneme sahiptir. İş parçalarının imalatı da yüksek hacim, yüksek hassasiyet ve yüksek stabilite yoluna girmiştir. Bir ülke için tüm metal kesme ekipmanları içerisinde CNC takım tezgahlarının oranı, otomasyon düzeyinin ölçülmesi açısından önemli bir parametredir. Ulusal ekonominin gelişmesi ve ülkenin gücü açısından büyük önem taşıyor.
CNC torna tezgahları
Dijital kontrollü takım tezgahı - CNC takım tezgahı, İngilizce adı CNC MAKİNE ARAÇLARI'dır. Programlanmış bir işleme programı kullanılarak otomatik olarak işlenen elektromekanik bir cihazdır. CNC torna tezgahları, CNC taşlama makineleri, CNC delme makineleri, CNC planya makineleri, CNC freze makineleri, CNC dikey torna tezgahları vb. dahil olmak üzere birçok CNC takım tezgahı türü vardır. Ayrıca dikey tornalama ve frezeleme işleme merkezi, yatay frezeleme ve delik işleme merkezi de içerir. , portal delme ve freze işleme merkezi, CNC torna ve freze işleme merkezi, CNC dilme makinesi ve kompozit işleme için diğer CNC takım tezgahları. Ayrıca son yıllarda ortaya çıkan EDM makinaları, lazer kesim makinaları, su kesme makinaları, tel kesme makinaları, paralel CNC takım tezgahları ve otomatikleştirilmiş bileşik takım tezgahı üretim hatları da hızla gelişmiştir.

CNC takım tezgahı
CNC torna tezgahı nedir?
Torna, esas olarak dönen bir iş parçasını bir tornalama takımıyla döndüren bir takım tezgahıdır. Esas olarak şaftların, disklerin, manşonların ve dönen yüzeye sahip diğer iş parçalarının işlenmesinde kullanılan bu makine, mekanik imalat ve onarım tesislerinde en yaygın kullanılan makine türüdür. CNC torna tezgahı olarak da bilinen CNC torna, bilgisayarlı bir dijital kontrol torna tezgahıdır ve yüksek hassasiyetli, yüksek verimli otomatik bir takım tezgahıdır. Doğrusal silindirleri, eğimli silindirleri, dairesel yayları ve çeşitli dişleri işleyen çok çeşitli işleme özelliklerine sahiptir. Doğrusal enterpolasyon ve dairesel enterpolasyon gibi çeşitli telafi fonksiyonlarına sahiptir ve karmaşık parçaların seri üretiminde iyi bir ekonomik etki yapmıştır. CNC torna tezgahı, Çin'de en geniş kapsama alanına sahip en yaygın kullanılan CNC takım tezgahıdır ve toplam CNC takım tezgahı sayısının yaklaşık %25'ini oluşturur. CNC takım tezgahları, mekanik, elektrik, hidrolik, pnömatik, mikroelektronik ve bilgi teknolojilerini birleştiren mekatronik ürünlerdir. Mekanik imalat ekipmanlarında yüksek hassasiyet, yüksek verimlilik, yüksek otomasyon ve yüksek esnekliğe sahip bir çalışma makinesidir.

CNC takım tezgahları
Torna tezgahının gelişim durumu
Tüm metal işleme makinelerinin ana makinesi olan torna tezgahı, 1797'den beri vida tahrikli takım tutucuya sahip modern bir torna tezgahı yaratmıştır. İngiliz mekanik mucidi Mozli, vida tahrikli takım tutucuya sahip modern bir torna tezgahı yarattığından beri, büyük ölçüde ilerleme kaydetti Mekanik işleme endüstrisinin gelişimi. Dünyadaki torna tezgahlarının gelişimi sıradan torna tezgahlarından hidrolik yarı otomatik, otomatikleştirilmiş, sayısal kontrole doğru ilerlemiş, günümüzün akıllı, ağ bağlantılı gelişim sürecine kadar makineler ve insanlar arasındaki ilişki giderek daha basit hale gelmiştir. Yalnızca NC programına girmek için iş parçasının kalitesini sağlama yeterliliğine güvenerek, yüksek kaliteli, yüksek verimli ürünler elde edilebilir ve çalışma koşullarına, proses gereksinimlerine, uzmanlaşmaya uyum sağlamada torna tezgahı giderek daha insancıllaştırılır, çevre koruma ve diğer hususlar modern salona adım attı. Almanya, Amerika Birleşik Devletleri ve Japonya dahil olmak üzere Batılı ülkeler, daha önce torna tezgahları, özellikle CNC torna tezgahları geliştirmiş ve torna tezgahı geliştirme konusunda zengin deneyim biriktirmişlerdir. Takım tezgahları teknik seviye, hassasiyeti koruma, kompozit yüksek hızlı işleme ve geniş aksesuar yelpazesi açısından öncü olmayı sürdürüyor. Çin her ne kadar geç başlasa da teknolojiye giriş, sindirme ve yeniden inovasyon aşamalarını yaşadı. Alt uç pazarında mutlak avantajlara sahip ve üst düzey, özellikle de yüksek hassasiyet, yüksek hız ve yüksek karmaşıklık konusunda hala eksik. Harici CNC torna tezgahlarının gelişim geçmişi, teknolojinin mevcut olgunluğuyla birleştiğinde, CNC torna tezgahlarının gelişimi aşağıdaki özellikleri yansıtmaktadır:

CNC torna tezgahları
(1) Yüksek hızlı, yüksek hassasiyetli ve kompozit işleme ana akım haline geldi. Genel işleme alanında şu anda piyasada kullanılan yaygın torna tezgahları ve ekonomik CNC torna tezgahları IT7 seviyesinde işlenmekte olup, iş mili hızları ve hızlı travers hızları düşüktür. Önümüzdeki 5-10 yıl içinde yavaş yavaş ortadan kalkacak. Yerini daha yüksek hızlı, daha yüksek iş mili hızları ve daha hızlı hareket eden hat tipi takım tezgahlarıyla değiştiren CNC torna çağının tamamındaki devrim Amerika Birleşik Devletleri, Almanya, Japonya, Güney Kore ve Tayvan'da gerçekleştirildi. Çin ve Hindistan gibi gelişmekte olan ülkelerde yavaş yavaş uygulanmaya başlandı. Birçok bilimsel araştırma, havacılık ve askeri alanda, iş parçalarının daha sıkı işleme hassasiyeti, şekil ve konum hatası ve kontur hatası gereklilikleri nedeniyle takım tezgahlarının kompozit işlenmesine olan talep açıktır. Örneğin, bir uçak motorunun rotorunun sıklıkla bir kez takılması gerekir ve doğruluğu sağlamak için çeşitli karmaşık yüzeylerin, deliklerin ve oyukların işlenmesi tek seferde tamamlanır. Kompozit işleme yapabilmek için takım tezgahının yeteneğine sahip olmak gerekir ve iş parçasının hassasiyeti takım tezgahının hassasiyeti ile sağlanabilir. Bu tür makineler DMG CTX serisi CNC işleme merkeziyle temsil edilir.
(2) Çevrimiçi hata tespiti ve telafi işlevleri giderek popüler hale geliyor. CNC sistem teknolojisi, internet teknolojisi ve sensör teknolojisinin yenilikçi gelişimi ile CNC torna tezgahlarında iş parçalarının online tespitini ve telafisini gerçekleştirme kabiliyetine sahibiz. Gerçek işleme sürecinde, makine bileşenlerinin kuvveti ve termal deformasyonu nedeniyle işleme doğruluğu azalır. Çevrimiçi algılama ve telafi teknolojisi bu sorunu iyi bir şekilde çözecektir ve bu ileri teknolojiler, genel amaçlı cihazlarla popüler hale gelmiştir. Esas olarak ABD Haas serisi kullanılmaktadır.
(3) Akıllı, ağa bağlı ve esnek. İnternetin gelişimi CNC takım tezgahlarının geliştirilmesi için sınırsız olanaklar sunmaktadır. Ağın popülaritesi ve olgunluğuyla birlikte, İnternet arayüzlerine sahip takım tezgahları çağın öncüleri haline gelecektir. IoT'nin ve ağ üzerinden birlikte çalışabilirliğin gerçekleştirilmesiyle, geleceğin takım tezgahları birbirleriyle iletişim kurabilir, gerçek zamanlı izleme, gerçek zamanlı geri bildirim, makine konumu durumu, iş parçası durumu ve diğer verilerin analizi ve kullanımı, üretim verimliliğini büyük ölçüde artırabilir. . Verilere güvenmek, gerçek bir endüstriyel internet elde etmek için uzaktan ağ üretimine ve özelleştirilmiş üretime de olanak sağlayabilir. Bu takım tezgahı serisi, Shenyang Machine Tool'un i5 serisi takım tezgahları ile temsil edilmektedir.

CNC Takım Tezgahı
CNC torna tezgahlarının motor parçaları
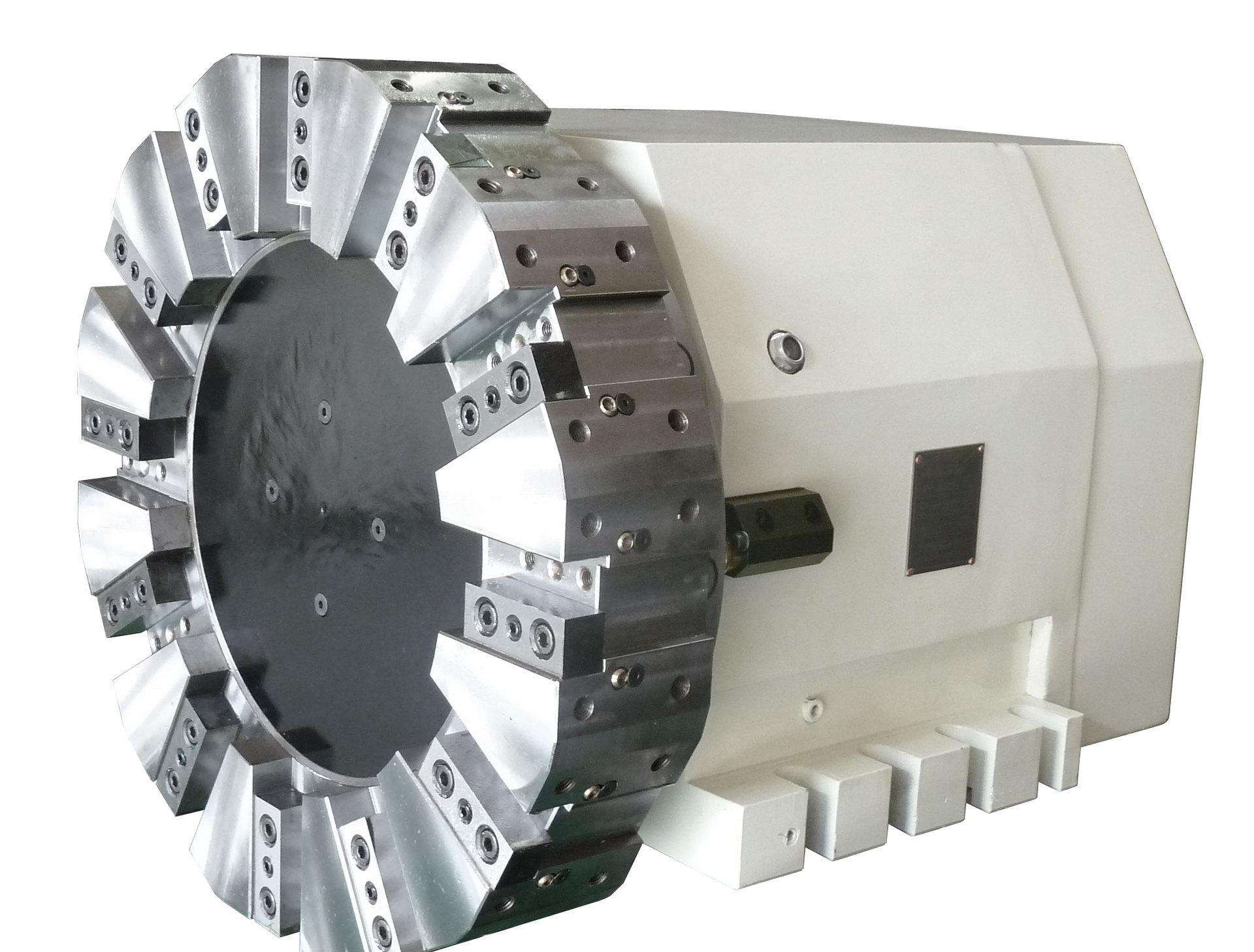
1. Takım tutucu

Takım tutucusu
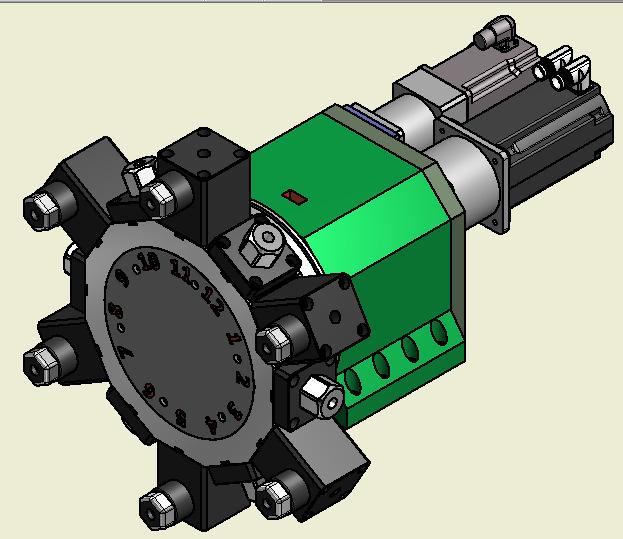
CNC torna tezgahının önemli bir işlevi olan elektrikli alet tutucusu, esas olarak aleti sıkıştırma, aleti stoklama ve aleti otomatik olarak değiştirme işlevini gerçekleştirmek için kullanılan çok önemli bir işleve sahiptir. Piyasada CNC takım tutucular genellikle düşük, orta ve yüksek olarak ayrılmaktadır. Sınıflandırma esas olarak kullanım durumuna göre belirlenir. Düşük dereceli takım tutucusu genellikle güç olarak yalnızca elektrik gücünü kullanır ve buna basitçe elektrikli alet tutucusu denir. Takım tutucunun dönme torku kuvvetinin kaynağı olarak yalnızca motorun torku kullanıldığı için çok fazla işlevi taşıyamaz ancak yapısal basitlik de bunu sağlar Düşük kaliteli elektrikli alet tutucusu güçlü bir taşıma kapasitesine sahiptir ve düşük dereceli basitliği, yüksek hassasiyetli ve çok talep gören makinelere uygulanamayacağını ve yalnızca ekonomik ve basit takım tezgahlarında kullanılabileceğini belirler. Orta sınıf takım tutucunun belirli bir gelişimi vardır ve başta hidrolik takım tutucu, servo takım tutucu ve çift seçimli elektrikli takım tutucu olmak üzere birçok tip vardır. Takım tutucunun ismine göre, hidrolik takım tutucusu esas olarak hidrolik motor veya hidrolik silindirle çalıştırılır. Servo, güç kaynağı olarak servo motoru kullanır. Kontrol ve hassasiyet açısından daha yüksek gereksinimlere sahiptir, daha hızlıdır ve daha doğru konumlandırmayı tekrarlar. Bu orta sınıf takım tutucu, uygulanabilirliği ve fiyatı nedeniyle sıradan takım tezgahlarında yaygın olarak kullanılmaktadır. Orta sınıf takım tutucuyla karşılaştırıldığında yüksek kaliteli CNC takım tutucu, esas olarak hassas tutma ve yüksek hassasiyetli işleme açısından daha iyi bir performans seviyesine sahiptir. Yüksek otomasyonu aynı zamanda yüksek kaliteli takım tutucuların gelişim yönüdür. Yüksek hassasiyet gereksinimleri olan gelişmiş CNC takım tezgahları için.
Hidrolik takım tutucu
Elektrikli el aleti tutucusunun gelişim geçmişi 1980'lere dayanmaktadır. CNC takım tezgahlarının önemli bir bileşeni olarak 30 yılı aşkın gelişmeyle önemi giderek daha fazla önemsenmeye başlandı. Elektrikli alet tutucusunun güvenilirliği ve performansı kullanılır. Üst kısımdaki stabilite, tüm makinenin güvenilirlik seviyesinde önemli bir rol oynar. Günümüz dünyasındaki takım tutucular Almanya, İtalya, İngiltere ve Avrupa'nın daha gelişmiş diğer ülkelerinde yoğunlaşmıştır. Uzun gelişme geçmişi nedeniyle teknoloji birikimi nispeten güçlüdür, araştırma ekibi de birinci sınıftır ve tasarlayıp ürettikleri takım tutucular güvenilirdir. Daha yüksek performans. Dünyanın en ünlü takım tutucuları arasında Almanya'da Schott, İtalya'da Balafa ve orta ve üst düzey pazarda yer alan Dupumadik yer alıyor.
Elektrikli bıçak tutucusu
Farklı takım tutucu üreticileri dağıtım tablosu
| Pazar segmentasyonu | Ana üretici | |
| Düşük kaliteli pazar | Çift elektrikli alet tutucusu | SCHOTT, Dipma, Yantai Global, Shenyang Takım Tezgahı |
| Orta ve üst düzey pazar | Çift elektrikli alet tutucusu | SCHOTT, Dipma, Balafati |
| Üst düzey pazar | Tek elektrikli alet tutucusu | SCHOTT, Dipma, Almanya EWS, Almanya LARU |
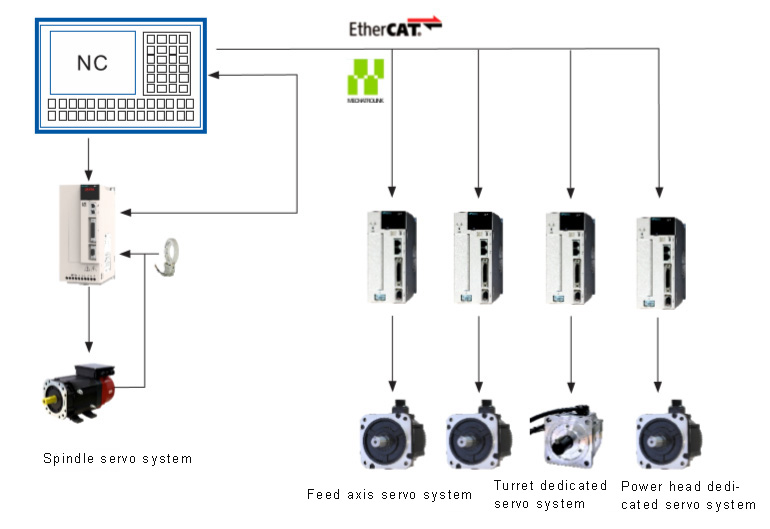
2. Besleme servosu
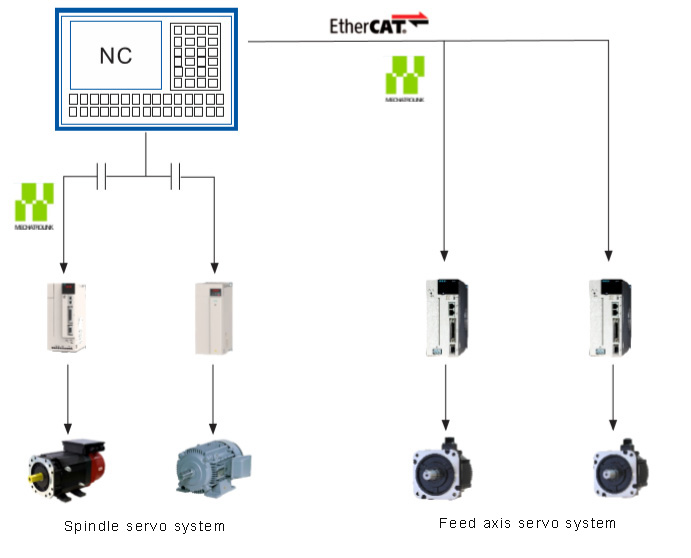
Servo sürücü sistemi; konum kontrolü, hız kontrolü ve akım kontrolünden oluşan üç halkalı bir yapıdan oluşur.
1) Geçerli döngü
Geçerli döngü sistemin en içteki döngüsüdür. Tüm servo sistemin alt veri örnekleme bağlantısıdır. Ayrık akım döngüsünün örnekleme periyodu ne kadar kısa olursa, servo sertliği o kadar yüksek olabilir ve servo kontrol performansı o kadar iyi olur. Geçerli döngü en içteki döngüdür, dolayısıyla akım döngüsü kontrolün temelidir ve tüm kontrolün en doğrudan uygulayıcısıdır. Genel olarak konuşursak, servo ayarının nihai amacı, işleme ne kadar yüksek veya düşük hızda olursa olsun, mümkün olduğu kadar akımın stabilitesinin sağlanmasının gerekli olmasını sağlamaktır (akım döngüsü çıkışının mevcut harmonik bileşeni küçüktür) ) ve çok fazla dalgalanmayın. Mevcut yanıt hızı hızlıdır. Yalnızca akımın kararlılığı torkun kararlılığını garanti edebilir ve son olarak nihai işleme etkisi sağlanabilir. Ek olarak, yüksek hızlı işlem döngüsü nedeniyle mevcut döngü, kontrol anormalliğinin ayrıntılı tespitini de taşır. En içteki döngü olarak mevcut döngü, hız döngüsünden ve konum döngüsünden daha yüksek tepki süresini karşılamalıdır, böylece dönüş hızının değişmesi nedeniyle doğru gerçek zamanlı kontrol gerçekleştirilebilir. AC frekansı, yani hız döngüsü tarafından gönderilen komut işlemeye ayak uydurabilir ve zamanında yanıt verebilir.
Eğimli torna tezgahı çözümü
2)Hız döngüsü
Hız döngüsü, motor hızının komut değeriyle tutarlı olmasını sağlayarak yük torku bozukluğunun ve motor hızı üzerindeki diğer faktörlerin etkisini ortadan kaldırır. Hız komutu, geri bildirimin gerçek motor hızıyla karşılaştırılır. Fark, motorun hızlanmasını, yavaşlamasını veya sabit hızını kontrol etmek için q ekseni komut akımını oluşturmak üzere doğrudan hız regülatörü tarafından oluşturulur, böylece motorun gerçek hızı komut değeriyle tutarlı olur.
Hız döngüsü, geçerli döngü ile konum döngüsü arasındaki ara bağlantıdır. Hız döngüsünü makul ölçüde artırmak, tüm servo devreye alma işleminin temelini oluşturur. Hız döngüsü, kontrol edilen nesne olarak mevcut döngünün tamamını kullanır. Tork, hız ve ataletin ürünüdür. Tork stabilitesini sağlamak için hız ve makul yük atalet oranı esastır. Bu nedenle hız döngüsünün rolü hızın stabilitesini sağlamaktır. Hız-yük atalet oranı, mevcut döngünün stabilitesini doğrudan etkiler. Servo ayarı için en kritik parametrelerden biri hız döngüsü kazancıdır (Kv).
Hız döngüsü kazancı, geri besleme hızına kıyasla verilen hızın fark büyütmesidir. Açıkçası, kat sayısı ne kadar büyük olursa, hız değişiminin çözünürlüğü de o kadar yüksek olur. Çözünürlük ne kadar yüksek olursa, hız dalgalanmalarını ayırt etme ve tersine çevirme yeteneği de o kadar güçlü olur (çünkü negatif geri beslemenin özü, farkı sıfır olana kadar sürekli olarak düzeltmektir), bu hızı tersine çevirme yeteneği çok kritiktir, anti- Bu sistemin dış yüke müdahale etme yeteneği, hız kazancı ne kadar büyük olursa, sistemin dışarıya karşı girişim önleme yeteneği o kadar güçlü olur, hız dalgalanmasını bastırma yeteneği o kadar güçlü olur, düzgünlük o kadar iyi olur (titreşimsiz) . Bu nedenle, hassas hız kontrol yeteneğini temsil eden hız döngüsü kazancı ne kadar büyük olursa, en iyi yüzey yumuşatma özelliklerini temsil eden hassas tork kuvvetini temsil eder. Konum döngüsüyle birlikte makinenin en iyi yanıt verme yeteneğini temsil eder.

VEICHI servo sürücü
3) Konum döngüsü
Konum döngüsünün temel görevi, aktüatörün, motor için hız komutları oluşturabilen ve motoru doğru bir şekilde konumlandırıp takip edebilen konum komutlarını doğru bir şekilde izlemesini sağlamaktır. Hedef konumu, motorun doğru şekilde konumlandırıldığı gerçek konumla karşılaştırarak ayarlayarak, motorun konumu, motorun hız komutunu oluşturmak için kullanılır. Verilen miktar rastgele değiştiğinde, sistem verilen miktarı doğru ve doğru bir şekilde takip edebilir ve yeniden üretebilir. Servo sürücü sisteminin blok şemasından görülebileceği gibi konum döngüsü, üç halkanın içindeki en dıştaki halkadır ve son ayar nesnesidir. Geçerli döngüler ve hız döngüleri dahil tüm nesneleri kontrol eder.
Genel olarak öncelikle akım döngüsü ve hız döngüsü belirlenir ve son olarak konum döngüsü belirlenir. Bu nedenle enterpolasyondan sonra konum komutundan sonra konum döngüsü, işleme sonucunun gereksinimleri karşıladığından emin olmak için en önemli nihai belirleyicidir. Bir takım tezgahının işleme performansını, esas olarak işlenmiş parçaların yüzey kalitesi ve kontur doğruluğu açısından değerlendirmek ve kontur doğruluğu, sistem bakış açısından konum döngüsü tarafından belirlenir. Konum döngüsünün giriş komutu sağlandıktan sonra, geri beslemenin geri döndürdüğü geri besleme konumu ile fark güçlendirilir ve konum hatası elde edilir. Açıkçası, hız döngüsü kazancına benzer şekilde, konum döngüsü kazancı da konum değişikliklerini doğru bir şekilde çözme yeteneğini tanımlar. Rolü sistemin statik doğruluğunu ve dinamik izleme performansını tanımlamaktır. Konum döngüsü fayda KP ayarı ne kadar büyük olursa, konum değişikliğinin ayırt etme yeteneği ve burulma yeteneği o kadar yüksek olur, mekanik histerezis büyük ölçüde geliştirilir ve dinamik takip performansı daha güçlü olur. Hız döngüsünün yüksek tepkisi sayesinde konumlandırma doğruluğu nihayet iyileştirildi.
Servo sisteminin geliştirilmesi birkaç aşamadan geçti
1960'ların başında sayısal kontrollü takım tezgahlarında hidrolik servo sistemi kullanılıyordu. O zamanın geleneksel DC motoruyla karşılaştırıldığında, sıvı ve servo sistemin tepki süresi kısaydı ve aynı torku çıkaran servo bileşeninin dış şekli küçüktü. Ancak hidrolik servo sistemin büyük ısı üretimi, düşük verimlilik, çevre kirliliği ve uygun olmayan bakım gibi dezavantajları vardır.
1960'ların ortalarında, küçük güçlü servo tipi bir step motor ve bir hidrolik tork amplifikatöründen oluşan açık çevrim sistemi, bir zamanlar CNC takım tezgahlarında yaygın olarak kullanılıyordu. Bunların en iyi örneği Japon şirketinin elektro-hidrolik darbeli motor servo sistemidir. Ancak sistem yapısının karmaşıklığı ve güvenilirliğin zayıf olması nedeniyle.
CNC torna ve freze makinesi programı
1960'ların sonlarında, küçük ataletli DC motorlar CNC takım tezgahlarında yaygın olarak kullanıldı. Küçük ataletli DC motor, aşınmaya yatkın ara dişli şanzımanın eklenmesi nedeniyle motorun yapısını daha karmaşık hale getirir, şanzıman boşluğunu artırır ve şanzıman doğruluğunu etkiler.
1970'lerde, Amerikan şirketi GETTYS ilk olarak genellikle geniş hızlı DC motor olarak adlandırılan büyük ataletli bir DC motor geliştirdi. Geniş bir hız aralığına sahiptir ve doğrudan kurşun vidaya bağlanabilir. Makine beslemeli hareketli parçaların ataletiyle eşleşmeyi büyük ölçüde kolaylaştırır. 1970'lerden bu yana, büyük ataletli DC motorlar çeşitli CNC takım tezgahlarında yaygın olarak kullanılmış ve iyi sonuçlar elde edilmiştir.

CNC takım tezgahları
1980'li yıllardan bu yana, büyük ölçekli entegre devrelerin, güç elektroniğinin, bilgisayar kontrol teknolojisinin, özellikle de bilgisayarın gelişmesiyle birlikte, AC motorların manyetik alanının vektör kontrol teknolojisinde büyük bir atılım yapmak için insanlar, DC'yi uzun süre AC motorlarla değiştirin. Hız regülasyonunda ve servo kontrolünde motor uygulama fikri hayata geçirildi. AC servo sistemi, DC sisteminin hemen hemen tüm avantajlarını korur ve geniş hız düzenleme aralığı, yüksek hız doğruluğu ve iyi dinamik tepki özellikleri gibi mükemmel teknik özelliklere sahiptir ve AC motorun kendisinde bulunan birçok mükemmel performansı miras alır.
Son yıllarda uluslararası alanda lineer motorlu besleme servo sistemlerini kullanan birçok işleme ekipmanı ortaya çıktı. 1993 Hannover Avrupa Takım Tezgahı Fuarı'nda Almanya, lineer motorlu servo sistemini başlatan dünyanın ilk lineer motorlu lineer işleme merkezini sergiledi. Doğrusal servo, yüksek hızlı ve yüksek hassasiyetli CNC takım tezgahları için ideal sürüş modudur. Hem yabancı ülkelerde hem de yurtiçi araştırma ve keşiflerde yeni nesil CNC takım tezgahlarının öne çıkan bir özelliği olacak.

CNC takım tezgahları
Servo besleme sistemleri için gereksinimler
Servo sistemi, kontrollü miktar olarak mekanik parametrelere (konum, hız, ivme) sahip bir otomatik kontrol sistemidir. Temel gereksinimi, sistem çıkışının, komut girişindeki değişikliklere hızlı ve doğru bir şekilde yanıt verebilmesidir. Servo sistem için temel gereksinimler şunlardır:
1) İyi stabilite, sistemin belirli bir giriş veya dış müdahale altında kısa bir ayarlama işleminden sonra yeni bir denge durumuna ulaşabilmesi veya orijinal denge durumuna dönebilmesi anlamına gelir.
2) Bir servo sistemin doğruluğu, doğruluktur çıkışın girişi takip edebileceği. Hassas işlenmiş bir CNC takım tezgahı olarak, gerekli konumlandırma doğruluğu veya kontur işleme doğruluğu genellikle ayrılır.
3) İyi yanıt, servo sistemin dinamik kalitesinin göstergelerinden biridir, yani izleme yanıtıdır. komut sinyalinin hızlı olması gerekir ve geçiş süreci süresinin kısa olması gerekir; genellikle 200 milisaniye içinde veya hatta birkaç on milisaniyeden daha az olması gerekir; Öte yandan geçiş sürecinin sınırının dik olması yani artış hızının büyük olması gerekmektedir.
4) Duyarlılık: Sistemin parametre değişimlerine duyarlılığının küçük olması yani Sistem parametre değişikliklerinden büyük ölçüde etkilenebilir. Bağışıklık: Sistem, harici yük müdahalesine ve yüksek frekanslı gürültüye karşı iyi bir dirence sahip olmalıdır.
5) Mekanik iletim sistemi için gereksinimler; CNC makine besleme sisteminin aktarım doğruluğunu ve çalışma stabilitesini sağlamak için, mekanik aktarım cihazını tasarlarken aşağıdaki gereksinimler önerilmektedir:
(1) İletim doğruluğu ve konumlandırma doğruluğu: CNC makine besleme iletim cihazının iletim doğruluğu ve konumlandırma doğruluğu, parçaların işleme doğruluğunda önemli bir rol oynar. Nokta konumu, doğrusal kontrol sistemi veya kontur kontrol sistemi ne olursa olsun, iletim doğruluğu ve konumlandırma doğruluğu CNC takım tezgahlarının performansını karakterize eden ana göstergelerdir.
(2) Tepki hızı hızlı olmalıdır: tezgah belirtilen hız aralığı dahilinde komutları hassas ve doğru bir şekilde izleyebilir ve çalışma sırasında kayıp veya çok adımlı bir olay olmadan tek adımlı veya sürekli hareket gerçekleştirebilir.
(3) Boşluksuz iletim: Aktarım açıklığı besleme sistemi genel olarak ters açıklığı, yani tüm iletim zincirinin iletim çiftlerinde mevcut olan ve CNC takım tezgahının işleme doğruluğunu doğrudan etkileyen ters ölü bölge hatasını ifade eder; bu nedenle sürücü boşluğunu ortadan kaldırmalı ve ters ölü bölge hatasını azaltmalıdır.
(4) İyi stabilite ve uzun ömür: stabilite, özellikle aşağıdaki durumlarda servo besleme sisteminin düzgün çalışması için en temel koşuldur. Sürünme olmadan düşük hızda ilerleme ve uygulanan yükteki değişikliklere rezonans olmadan uyum sağlayabilme. Besleme sisteminin ömrü esas olarak CNC takım tezgahı aktarım doğruluğunun ve konumlandırma doğruluğunun korunduğu sürenin uzunluğunu ve her aktarım bileşeninin orijinal üretim hassasiyetini koruma yeteneğini ifade eder.
(5 ) Kullanımı ve bakımı kolay: Besleme sisteminin yapısal tasarımının bakımı ve bakımı kolay olmalı, makinenin kullanımını iyileştirmek için bakım işi miktarı en aza indirilmelidir.
İş mili servo sistemi
CNC torna iş mili tahrik sisteminin özellikleri ve gereksinimleri:
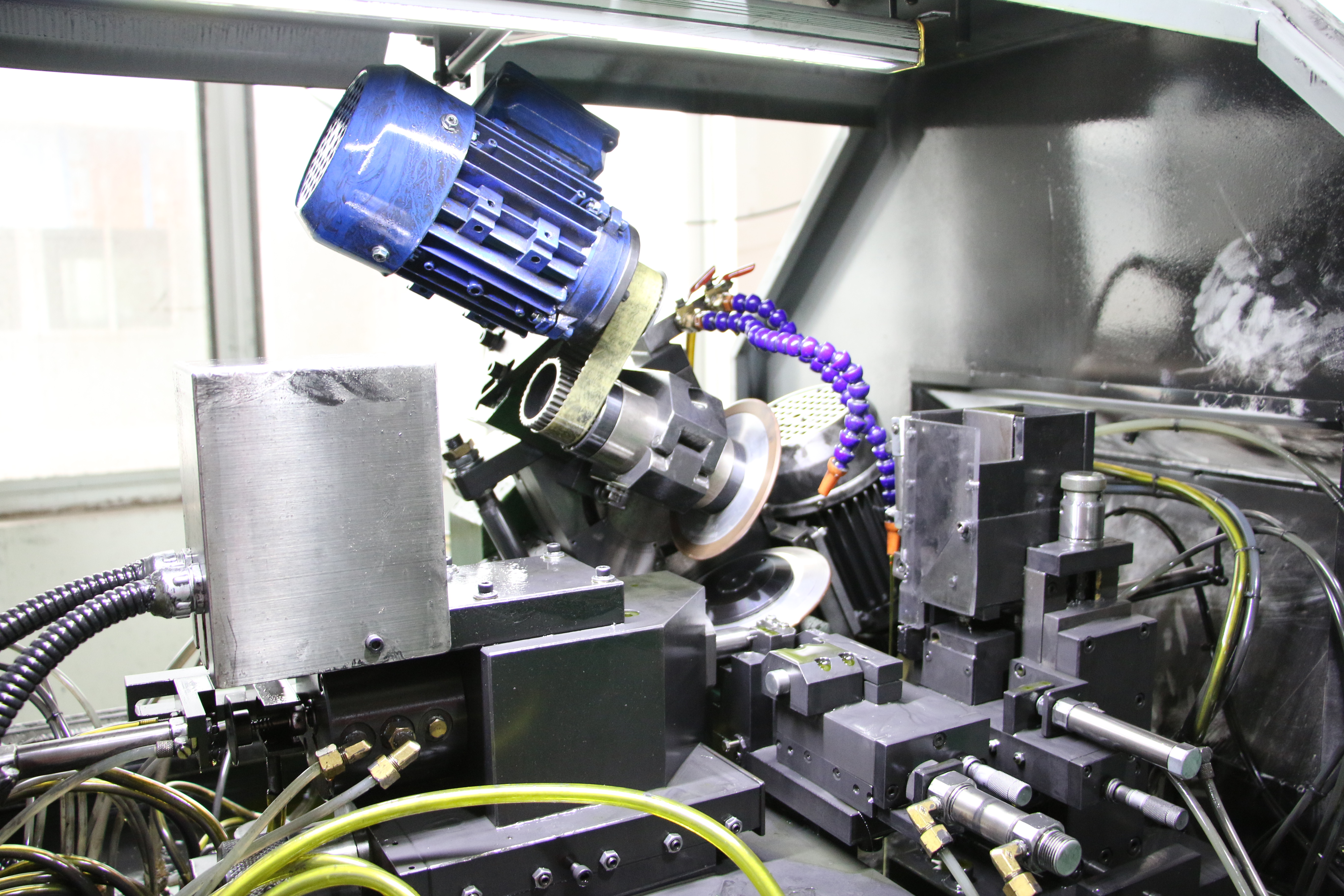
İş mili kontrol sisteminin işlevi, iş milini program gereksinimlerine göre tahrik etmektir. CNC torna tezgahının işleme modunda, iş mili esas olarak iş parçasını döndürmek için tahrik eder ve kesme hareketini tamamlamak için besleme servo tahrik mili ile birlikte çalışır. CNC torna tezgahının iş mili konumunun doğruluğu ve hız ayarı servo sisteminki kadar yüksek değildir. Bu nedenle aktüatörler için ortak AC asenkron motor kullanılır. Pahalı sabit mıknatıslı AC servo motor nadiren kullanılır. Genellikle invertör + AC asenkron motor kullanılır. "Vektör kontrolü ve kodlayıcı hızı tespiti yöntemi." Sektörün sürekli gelişmesiyle birlikte, "iş mili servo sürücüsü + iş mili servo motoru + harici kodlayıcı"; Genel hassas parçaların işlenmesi ve tornalama ipliklerinin gereksinimlerini karşılayabilen ve ayarlanabilen eğik gövdeli CNC frezeleme ve birleştirme makinesinde giderek daha yaygın olarak kullanılmaktadır. Uygun ve kullanışlıdır ve inşaat maliyeti nispeten düşüktür. Yaygın olarak kullanılmaktadır.
CNC torna iş mili tahrik sistemi
CNC torna tezgahının iş mili hareketi, ana kesme kuvvetini iletmektir ve tüketilen güç, makinenin toplam gücünün yaklaşık %60'ını oluşturur. Bu nedenle tahrik sistemi, düşük hızlarda yeterli torku korumak için yeterli güce, sağlamlığa ve yeterli torka sahip olmalıdır. Diş tornalama, kaba işleme ve ince talaş işleme gibi farklı işleme süreçlerinin farklı iş mili hızı gereksinimleri, iş milinin geniş bir hız aralığını gerektirir.
İş mili servo sistemi aynı zamanda besleme servo sürücüsü gibidir. Üç halkası vardır ancak doğruluk ve yanıt gereksinimleri, besleme servosunun gereksinimleri kadar yüksek değildir. Genel olarak iş mili servo motoru, artımlı 2500 fotoelektrik kodlayıcıyla donatılmıştır. Üretici, nispeten büyük bir titreşim alanına yanıt olarak geri bildirim bileşeni olarak döner transformatöre uyum sağlıyor.
CNC torna iş mili tahrik sistemi
CNC torna iş milini mekanik olarak sürmenin 3 yolu vardır
(1) Bölümlere ayrılmış kademesiz hız değişimi. İş mili motoru, iş milinin sonlu dişli tahriki boyunca dönmesini sağlar. Bu iletim modu, özellikle güçlü kesim için büyük CNC takım tezgahları için uygundur.
(2) Kayış tahrikli vites değiştirme. İş mili motoru, iş mili dönüşünü senkron kayış iletim modu aracılığıyla tahrik eder. Bu iletim modu, özellikle titreşim direncine yönelik yüksek gereksinimlerin olduğu durumlar için, küçük ve orta boyutlu CNC takım tezgahları için uygundur;
(3) Motor doğrudan tahrik edilir. İş mili motoru, iş mili dönüşünü doğrudan kaplin aracılığıyla tahrik eder veya doğrudan elektrikli iş milini kullanır. Bu aktarım yöntemi, özellikle yüksek hassasiyetli işleme için küçük CNC takım tezgahları için uygundur.
CNC takım tezgahlarının servo sistemi, ilerleme hareketi, iş mili hareketi ve konum kontrolü de dahil olmak üzere makine ekseni hareketi için temel sistemlerden biridir. Performansının, tekrarlanan konumlandırma doğruluğu, CNC takım tezgahının dinamik tepki özellikleri ve maksimum serbest aralık hareket hızı üzerinde önemli bir etkisi vardır. Aynı zamanda servo sistemin gelişmesinin CNC takım tezgahlarının gelişimi üzerinde paha biçilemez bir etkisi oldu.