 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtHindistan'da Film Baskı Ekipmanlarında Germe Sarmasında kullanılan AC310 Frekanslı AC Sürücü VFD

Projeye Genel Bakış
Site: Plastik işleme tesisi
Tarih: Haziran 2022
Konum: Hindistan
Endüstri: Plastik sarım
Proje kapsamı: AC310 gerilim kontrollü tork motorunu kullanın, böylece motorun çıkış torkunu artırın ve gerilim sabitini kontrol edin
VEICHI teslimatları: AC310 AC Sürücü VFD, Tork Motoru
1.Plastik torbalar ve plastik filmler bu müşterinin başlıca ürünleridir. Sarma için tork kontrol motorlarının, çekme için ise invertörlerin kullanıldığı bu fabrikada 120 takım üretim hattı bulunmaktadır. Her üretim hattındaki tork kontrol motorunun gücü, farklı gereksinimlere göre farklıdır. Sarmada AC motorun gereksinimleri aşağıdaki şekilde kullanılır:
(1) Tork motorunun bakım maliyetlerini azaltın: Müşterinin ekipmanları 24 saat çalışır, bu da bakım ve revizyon için yüksek zaman yatırımı maliyetine yol açar.
(2) İşçilerin iş yükünü azaltın: bazı üretim hatlarında tork motorunun manuel olarak ayarlanması gerekir ve işçilerin her zaman sarma durumuna çok dikkat etmesi gerekir; bu sadece çok zahmetli olmakla kalmaz, aynı zamanda kötü şekillendirmeye de neden olur etki .
(3) Gerilim kontrol cihazını yerinde değiştirin: bazı üretim hatları tork motoru ve gerilim kontrol cihazını aynı anda kullanıyor. Gerginlik kontrolörü sayarak motorun çıkış torkunu artırır. Ancak bu şekilde sürekli gerginlik kontrolünü sağlamak zordur ve işçilerin silindirleri değiştirirken hacim çapını sıfırlaması gerekir. Müşteri ayrıca sarım formunun pek iyi olmadığı yönünde geri bildirimde bulunuyor.

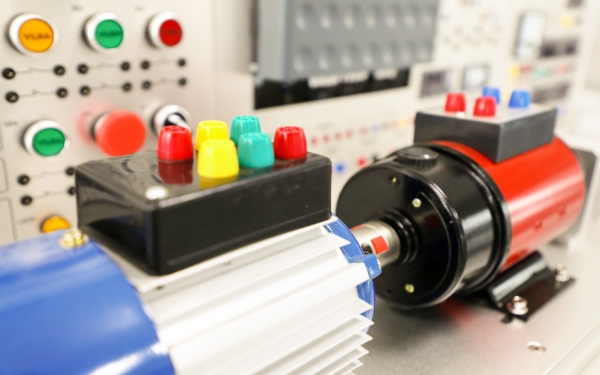
Sitedeki Ekipman Fotoğrafları

Üretim Hattı Dönüşüm Şeması

Bağlantı Şeması
Hata Ayıklama Süreci
1. İnvertör, yüksüz olarak motora dönerek kendi kendine çalışma fonksiyonunu sürdürür (çok önemli adım);
2. Fabrikadan, sarımın ön tarafındaki en yüksek çekme frekansına karşılık gelen en yüksek hat hızının istenmesi;
3. Sargı tarafında mekanik DEC oranının fabrika tarafından zorunlu kılınması;
4. Başlangıç hacim çapını test edin;
5. Sarma sırasında en büyük hacim çapını gerektirir;
6. Hata ayıklama sırasında formül kullanılabilir:
TN: Motor torku;
D: Mevcut silindir çapı;
F: Gerilim;
F0: Gerginliğin Ayarlanması;
D0: Başlangıç çapı;
D1: Bant telafisi değişikliği.
Şartname:
Adım 1, doğru kontrol elde etmek için invertörün doğru motor parametrelerini elde etmesine olanak tanır;
Adım 2,3,4 ve 5, hacim çapı hesaplanırken invertörlere doğru veriler sağlamayı amaçlar ve sarma işleminde sabit gerilim kontrolünü gerçekleştirmenin anahtarıdır.
6. adımdaki formül 1 ve 2, başlangıç torkunu hesaplamak ve motorun doğru olup olmadığına karar vermek için kullanılabilir. Formül 3, sarım konikliğini kontrol etmek için kullanılır ve aynı zamanda sarım şekillendirme için de çok önemlidir.
Parametre Ayarı
| İşlev Kodu | Fonksiyon adı | Önerilen Değer |
| F0.00 | Kontrol modu | 0 |
| F0.02 | Komut Kanalını Çalıştırma | 1 |
| F0.14 | ACC Zamanı 1 | 0.5 |
| F0.15 | Aralık Zamanı 1 | 1 |
| F2.00 | Çok fonksiyonlu Terminal X1 | 1 |
| F2.01 | Çok Fonksiyonlu Terminal X2 | 56 |
| F3.11 | Alt Limit Karşılık Gelen Ayar Olarak | 8 |
| F7.00 | Hız/Tork Kontrol Modu | 1 |
| F7.01 | Verilen Tork Kaynağı Seçimi | 9 |
| F7.10/F7.11 | Frekans Sınırı Seçimi | 0 |
| F7.12 | İLERİ Frekans Sınırlaması | 100% |
| F7.13 | REV Frekans Sınırlaması | 100% |
| F7.16 | Gerilim Verilen Kaynak | 0003 |
| F7.17 | Verilen Gerilme Numarası | Siteye Dayalı |
| F7.20 | Mekanik İletim Oranı | Siteye Dayalı |
| F7.24 | Rulo Çapı Hesaplama Yöntemi | 0010 |
| F7.26 | Rulo Çapı | Siteye Dayalı |
| F7.29 | Silindir Çapı Hesaplandığında Kesme Frekansı | 5 |
| F7.31 | Hat Hızı Giriş Kaynağı | 2 |
| F7.32 | Maksimum Hat Hızı | Siteye Dayalı |
| F7.33 | Silindir Çapı Hesaplandığında En Düşük Hat Hızı | Siteye Dayalı |












 Mesaj bırakın
Mesaj bırakın