 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtBangladeş'teki Dye Jigger'da kullanılan AC310 Frekanslı AC Sürücü VFD'si

Projeye Genel Bakış
Site: Bir fabrika
Tarih: Ocak 2022
Konum: Bangladeş
Endüstri: Tekstil
Proje kapsamı: Yüksek performanslı vektör kontrollü invertörler tekstil endüstrisinde yaygın olarak kullanılmaktadır
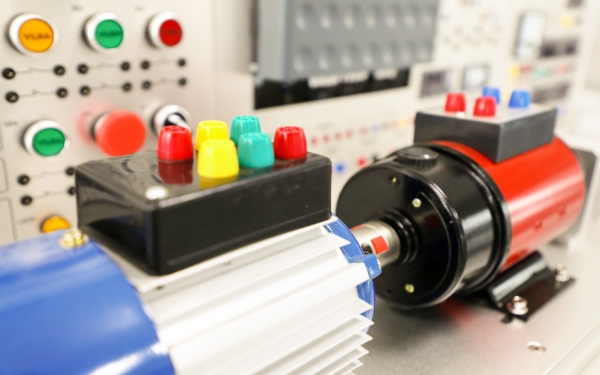
VEICHI teslimatları: AC310 serisi AC Sürücü VFD
Genel Bakış
Şu anda kumaş boyama, tekstil işleme pazarında önemli bir işlemdir. Boya jigger'ı esas olarak ağartma, renklendirme, presleme ve bitmiş kumaşa taşlama işlemiyle ilgilenir. Jigger kontrolünde otomatik sayma (kumaş yükleme numarası), otomatik U dönüşü (ağartma veya tekrar tekrar boyama) ve serbest durdurma (gevşemeden veya kumaşa sarkmadan sabit acil durdurma) fonksiyonları bulunmalıdır. Tüm süreç boyunca kumaşın çekme gerilimi ve hat hızının sabit bir değerde tutulması gerekmektedir. Bu nedenle tüm mekanik transmisyon sisteminin daha yüksek bir otomatik kontrol seviyesine sahip olması gerekmektedir.

Süreç Gereksinimleri
Merkez şaftlı kıvırma kontrol sistemi olarak çalışan boya makinesi, kumaşları boyamak için silindiri redüktörle tahrik eden iki adet üç fazlı asenkron motor kullanır. Bitmiş kumaş ilk önce sarma motoru aracılığıyla silindirlerden birine sarılır ve bir yakınlık anahtarı takılır. silindirin transmisyon milinde (yakınlık anahtarı daire başına bir darbe üretir). Ve bu sırada özel gerilim kontrolörü bir sonraki tüm kumaşın sayısını saymak için kullanılır. Sarıldıktan sonra kumaşın bir ucu elle boya havuzundan ve bağlantılı milden geçirilerek başka bir silindire sarılır ve sıkıca sarılır. Boya jigger'ı başlatıldığında kumaş boyanabilir. İki silindir aynı yönde hareket eder ve kumaş üzerinde sabit bir gerginlik sağlamalıdır. Ayrıca boya flottesinin kumaştan geçme süresi de aynı olmalıdır, yani boyanın sabit kalması için sabit hat hızı. Sürücü kontrol sisteminde hat hızı ve gerginlik geri bildirimi yoktur, bu nedenle, çözme invertörünün çıkış frekansı ve sarma invertörünün çıkış torkunun, kontrol sisteminin benzersiz gereksinimlerini karşılayacak şekilde ayarlanması gerekir.
Kontrol diyagramı taslağı

VEICHI Ürünlerinin Çözümü
Boya jigger'ı VEICHI AC310 gerginlik kontrol cihazını ve VI10 HMI'yı benimser; bunlar esas olarak kumaş gerginliğini, çalışma hattı hızını, kumaş kalınlığını ve boyama sürelerini ayarlar, çözme motorunun çıkış frekansını ve sarma motorunun çıkış torkunu hesaplar ve kontrol eder. Otomatik U dönüşü ve durdurmanın mantıksal çalışması. İnverter ve kontrolör arasında RS485 iletişimini kullanır (Modbus RTU iletişim protokolü).
Kontrol şemasından şu görülebilmektedir: İki aynı invertör (18.5KW), PG modunda VC altında çalışır. Kumaşları yüklerken gerginlik kontrol cihazı, silindir üzerine yuvarlanan kumaşın daire sayılarını kaydeder ve ardından kumaşın kalınlığı, operatör tarafından kontrol cihazına giriş yapmak üzere ölçülür; bu, kalınlığa göre silindirin çapını doğru bir şekilde hesaplayacak ve daireler. Kalınlık integral yöntemi kullanıldığında, gerçek dönme yarıçapı küçük hatayla kolayca elde edilebilir. Kontrol cihazı, torku (sarma motoru) ve eşleşen frekansı (çözme motoru) gerçek dönme yarıçapı, kullanıcının gerginlik ayarı aracılığıyla doğru bir şekilde hesaplar. ve hat hızını belirler ve bunları seri 485 haberleşme yoluyla sargı ve sargı motorunun temel kontrol parametreleri olarak AC310 invertöre iletir. Böylece AC310'un tork kontrolü ile sabit gerilim kontrolünün gerçekleştirildiği sabit hat hızı ve sabit gerilim kontrolü garanti edilir. çevirici.
Boya jigger'ın çalışma prensibine dayanarak, açma motorunun her zaman güç üretme durumunda olduğu sonucunu çıkarabiliriz. Genellikle fren ünitesi ve fren direnci, yük tarafındaki gücü ısı şeklinde tüketmek için kullanılır. Ancak elektrik üretiminde uzun süreli çalışan ekipmanlarda büyük bir elektrik enerjisi israfı ortaya çıkacaktır. Ayrıca büyük rezistans kutusu nedeniyle elektrik kontrol kutusunda yer kaplar.
AC310 yüksek performanslı VC invertör, ortak DC veriyolunu destekler ve iki invertörün DC veri yolu doğrudan paraleldir. Boya jigger'ı normal çalıştığında, çözme freni tarafından üretilen güç, paralel veri yolu aracılığıyla sarma motoruna geri beslenir, böylece elektrik enerjisi tamamen kullanılır ve güç verimliliği büyük ölçüde artar. Ancak hızlı durma sırasında, iki motorun her ikisi de güç üretimindedir. İnverterlerden biri hala bir frenleme direnci ile paralel bağlı olup, az enerji tüketimi ile kısa süre çalışarak esas olarak sistemin durmasından kaynaklanan aşırı gerilim hatasını önler.
Çözüm
VEICHI invertörlü boyama makinesi sistemi istikrarlı ve güvenilir bir çalışma sağlayabilir ve müşteriler için yüksek ekonomik faydalar sağlayabilir. Ve VEICHI'nin genel çözümü, gerçek üretim testi yoluyla müşteriler tarafından büyük beğeni topladı. Spesifik avantajlar aşağıdaki gibidir:
(1) Kullanıcı dostu HMI arayüzü: tüm parametreler dokunmatik ekran üzerinde rahatlıkla okunabilir ve değiştirilebilir;
(2) Değişken frekanslı motor - redüktörlü şanzıman: sabit şanzıman, temiz çevre, yağ sızıntısı yok ve hidrolik ve DC şanzıman modlarına göre daha az bakım;
(3) Gerçek anlamda sabit hız ve sabit gerilim: Sabit hız ve sabit gerilim, boya jigger'ının boyama işlemini gerçekleştirmesi için ideal koşullardır. Geçmişte teknik sınırlamalardan dolayı pek gerçekleştirilemiyordu. Sadece bir ünite aktif iletim modu ile sabit hat hızı ve sabit gerilim gerçekleştirilemez. Eskiden çift DC hız ayarlı bir geçiş ürünü vardı ve çift frekanslı invertör iletimi, hidrolik ve DC iletiminin ideal yedek ürünüdür. jigger'ın gelişim yönü;
(4) Yüksek gerilim ve hız kontrolü doğruluğu: 300-1000n (sürekli ayarlanabilir, hassasiyet ±%5),10~150m/dak (sürekli ayarlanabilir, hassasiyet±%1);
(5) Yüksek derecede otomasyon: Otomatik döngü sayımı ve rota sayımı, otomatik olarak geri alma, otomatik ısınma ve daha düşük iş yoğunluğu. Bir kişi birden fazla makineyi izleyebilir; Sabit hızlı sıcaklık artışı ve alt bölüm sıcaklık kontrolü elde etmek için otomatik sıcaklık kontrolü. Yaygın bobin boyama farkının etkili bir şekilde üstesinden gelmek için otomatik besleme;
(6) Sipariş riskini etkili bir şekilde azaltmak ve rengi değiştirmek için proses tarifinin esnek şekilde ayarlanması
(7) Çeşitlerin güçlü uyarlanabilirliği: PLC optimizasyon programı kontrolü nedeniyle, çeşitlerin güçlü bir uyarlanabilirliği vardır ve operasyon, kumaş kalınlığından etkilenmeyecektir; bu, boyama makinesinin ince kumaşlar için mevcut olmadığı yönündeki geleneksel görüşü bozmaktadır;
(8) Büyük silindir çapı: maksimum 1,5 m, genellikle silindir başına binlerce metre veya silindir farkının etkili bir şekilde üstesinden gelmek için daha da fazlası. Onbinlerce metrelik siparişlerde bile silindir takibi mevcuttur.












 Mesaj bırakın
Mesaj bırakın