 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtAC90 Ebatlama Makinesi İçin Profesyonel Çözümler Sunuyor Çözüm
AC90 Ebatlama Makinesi İçin Profesyonel Çözümler Sunuyor Çözüm

özellikler ve faydalar
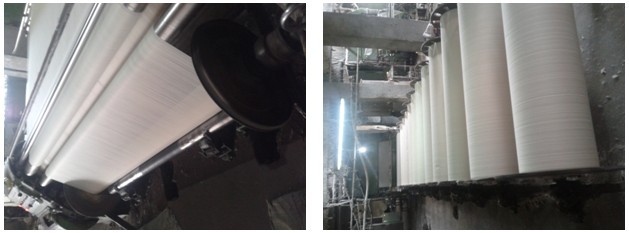
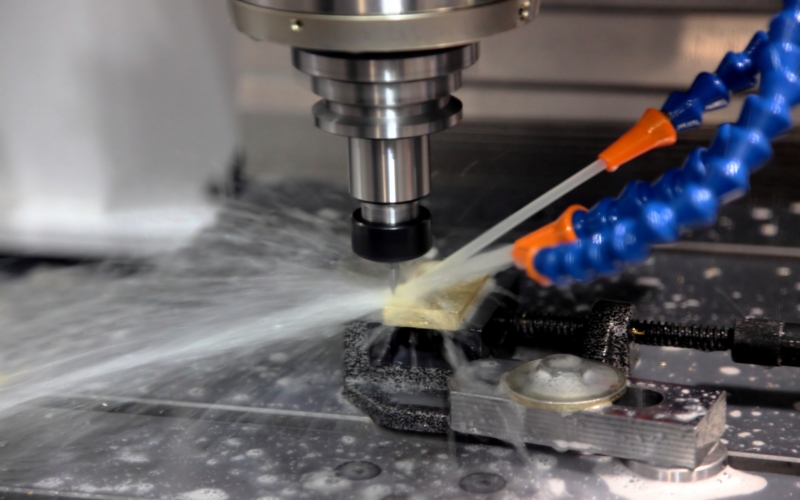
Haşlanmış ipliğin elyaflar arası bağlanma kuvveti güçlü olmadığından ve yüzeyde çok fazla kıl bulunduğundan doğrudan dokumak zordur. Çözgü ipliğinin tezgahta dokunabilirliğini arttırmak için, insanlar iplik yüzeyini bir serosa tabakasıyla kaplamak için haşıl makinesini benimserler. Aşınma direncini etkili bir şekilde artıracak ve kırılma oranını azaltacak, böylece iplik, tarak, tarak ve kamış üzerinde tekrarlanan sürtünmeye, esnemeye ve bükülmeye dayanacak kadar güçlü olduğundan dokuma daha düzgün bir şekilde işleyebilir.
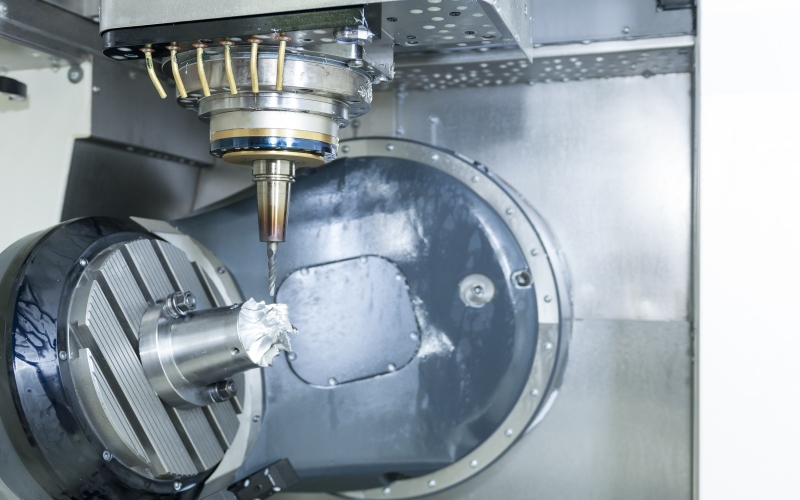
Haşıl makinesi, ebatlama yöntemlerine göre şaft tipi haşıl makinası, haşıl-boyama makinası, çözgü-haşıl makinası, çözgü-çekim-haşıl kombine makinası vb. gibi çeşitli tiplere ayrılabilir.
Bölüm 1. Geleneksel Haşıl Makinasının Dezavantajları
1. Sarma ve kalıplama tatmin edici değil
2. Düşük üretkenlik
3. Yüksek bakım maliyeti
Geleneksel ekipmanlarda sarma modu olarak kayma motoru ve mekanik sürtünme plakası kullanılır. Cihaz aşırı gerilim tespit ettiğinde gerilimi ayarlamak için geri sarma sürtünmesini artıracaktır. Bu, ısı nedeniyle sürtünme plakasının hasar görmesine neden olacaktır. Müşterilerimize göre; Başlangıç olarak, sarım bölümlerinin her 2 ayda bir onarılması gerekiyor ve bu da yaklaşık 60 ABD Doları tutarında bir maliyet oluşturuyor.
Bölüm 2. Ebatlama Makinesinde Veichi AC90 Kullanmanın Avantajları
Haşıllama makinenizi kontrol etmek için AC90 gerginlik kontrol VFD'sini uygularsanız, üretkenlik büyük ölçüde artacak ve ekipman bakım maliyeti de azalacaktır.
1. Sabit gerilim kontrolü
Geleneksel ekipmanlar sarımı sürtünmeyi arttırıp azaltarak kontrol ederek kontrol doğruluğunun düşük olmasını sağlar. Haşıl makinesini kontrol etmek için AC90 gerilim kontrol frekans invertörümüzü kullanırsanız, gerilim kontrol doğruluğu oldukça artacaktır (=±%3). Ayrıca tüm sistemin daha sorunsuz çalışmasını sağlar.
2. Mükemmel kalıplama efekti
Geleneksel haşıllama makinesi koniklik gerilimini kontrol edemez, dolayısıyla kalıplama etkisi tatmin edici değildir. Ancak Veichi AC90, mükemmel kalıplama efekti sağlayabilen konik hesaplama işleviyle yerleşiktir.
3. Hızı ve gerilimi ayrı ayrı ayarlayın
Bu işlev sayesinde kullanıcılar onu rahatlıkla çalıştırabilir.
4. Üretim tekniğini geliştirin
Haşıllama makinesi genellikle sıcak ve nemli ortamda çalıştığından, AC90'ımız toza ve neme dayanıklı tasarımla özel olarak geliştirilmiştir.
5. Hata ayıklaması kolay
AC90, kullanımı ve hata ayıklamayı oldukça kolaylaştıran sezgisel kullanıcı arayüzü ve kişiselleştirilmiş parametre ayar moduyla tasarlanmıştır.
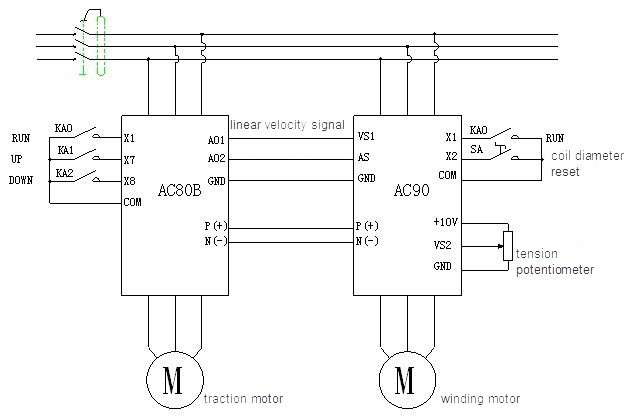
Bölüm 3. Kablolama Düzeni
Bölüm 4. Hata Ayıklama Adımları
1. Motor yükünü kaldırın, motor parametrelerini AC90 VFD'ye girin, motor dönüşünü kendi kendine öğrenmeye başlayın.
2. Tam motor parametrelerini ve sarım tarafının mekanik redüksiyon oranını öğrenin.
3. Parametreleri bağlantı şemasına göre girin.
4. Gerekli gerginlik değerini bulmak için gerginliği küçükten büyüğe doğru kademeli olarak ayarlayın.
Bölüm 5. Parametre Ayarı
1. AC80C'nin çekiş için parametreleri
|
|
|
|
|
F0.00 |
Kontrol modu |
0 |
|
|
Hız/tork kontrol modu |
0 |
|
|
Komutu çalıştıran kanal |
1 |
|
|
Ana frekans verilen kanal |
7 |
|
|
Hızlanma süresi 1 |
5 |
|
|
Yavaşlama süresi 1 |
5 |
|
|
|
10 |
|
|
Çok fonksiyonlu terminal X8 |
11 |
|
|
A01 çıkış seçeneği |
1 |
|
|
A02 çıkış seçeneği |
1 |
|
|
A02 sinyal seçimi |
1 |
2. Sargı için AC90 parametreleri
|
İşlev Kodu |
|
|
|
|
Kontrol modu |
0 |
|
|
Hız/tork kontrol modu |
1 |
|
|
Komutu çalıştıran kanal |
1 |
|
|
Ana frekans verilen kanal |
4 |
|
|
Hızlanma süresi 1 |
0,5 |
|
|
Yavaşlama süresi 1 |
1 |
|
|
Çok fonksiyonlu terminal X1 |
1 |
|
|
Çok fonksiyonlu terminal X2 |
56 |
|
|
Alt sınır ayarlandığında |
8 |
|
|
Gerginlik ayar kaynağı |
0003 |
|
|
Gerginlik verilen numara |
Gerçek duruma göre |
|
|
Konik gerginlik katsayısı |
Gerçek duruma göre |
|
|
Sargı çapı hesaplama yöntemi |
1 |
|
|
Sargı çapı |
Gerçek duruma göre |
|
|
Sargı çapı hesaplama kesme frekansı |
5 |
|
|
Doğrusal hız giriş kaynağı |
2 |
|
|
Maksimum doğrusal hız |
Gerçek duruma göre |
|
F9.27 |
Minimum doğrusal hızı hesaplayan sarma çapı |
Gerçek duruma göre |













 Mesaj bırakın
Mesaj bırakın