 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtEnjeksiyon Makinesi Kontrol Sisteminde SF81 Kullanımının Uygulanması Çözüm
Enjeksiyon Makinesi Kontrol Sisteminde SF81 Kullanımının Uygulanması Çözüm

özellikler ve faydalar
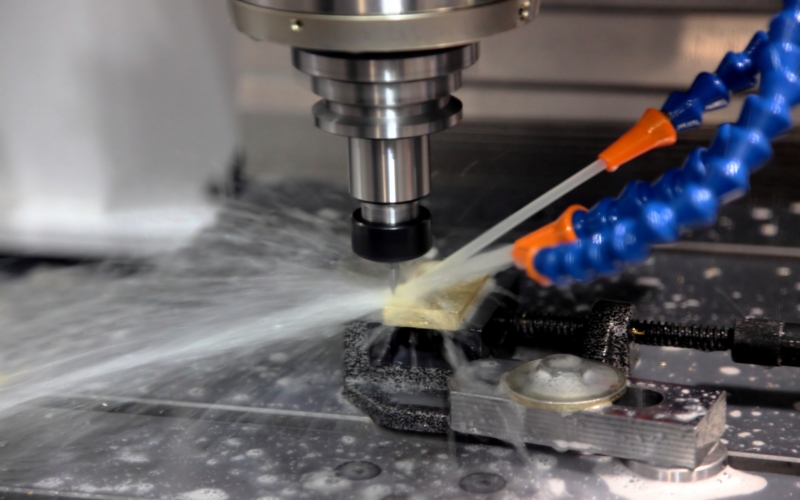
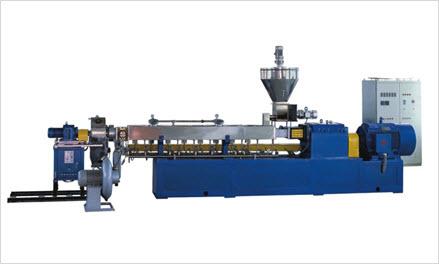
Plastik uzun süredir endüstriyel, tarımsal ve sivil kullanıma yönelik başlıca malzemelerden biri haline geldi. Bir tür özel plastik kalıplama makinesi olan enjeksiyon kalıplama makinesi, çeşitli plastik ürünler oluşturmak için yaygın olarak kullanılır. Enjeksiyon kalıplama makinesi, farklı çeşitte profiller ve plastik ürünler oluşturmak için plastiğin uygun ısıtma ve eritme işleminden sonra termal plastiklik özelliğini kullanır.
Bölüm 1. Enjeksiyon Kalıplama Makinesi Sisteminde Veichi SF81'i Kullanmanın Büyük Avantajları
Müşterilerimize ait bir istatistiğin gösterdiği gibi, enjeksiyonlu kalıplama makinesi sisteminde değişken hızlı sürücüleri kullanmanın aşağıdakiler de dahil olmak üzere birçok avantajı vardır:
1. Enerjiden tasarruf edin
2. Üretkenliği ve ürün kalitesini artırın
3. Petrol kirliliğini ve gürültü kirliliğini azaltın
4. Enjeksiyon kalıplama makinelerinin ömrünü uzatın…
Enjeksiyon kalıplama makinesi kontrol sisteminde değişken hızlı tahriklerin kullanılmasının pek çok büyük avantajı olduğundan, giderek daha fazla sayıda plastik işleme tesisinde uygulanmaktadır.
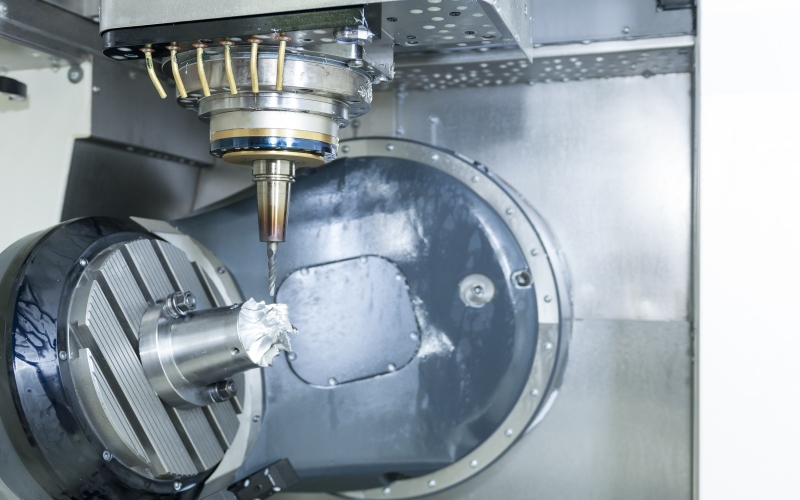
Bölüm 2. Enjeksiyonlu Kalıplama Makinelerinin Ana Proses Adımları
Enjeksiyon kalıplama makinelerinin enerji tasarrufu ilkesini tanıtmadan önce, öncelikle aşağıdaki kısa süreç adımlarından bahsedeceğiz:
1. Kilit modu: şablon hızla sabit plakaya yaklaşır; yabancı madde bulunmadığı doğrulandığında sistem, şablonu kilitlemek için yüksek basınç moduna geçer.
2. Enjeksiyon üniteleri ileri doğru hareket ediyor: nozül ve kalıp birbirine yakın.
3. Enjeksiyon: enjeksiyon vidası, besleme silindirinin ön ucundaki erimiş malzemeyi belirli bir basınç ve hızla kalıp boşluğuna enjekte eder.
4. Paketleme ve soğutma işlemi: İşlemler yoluyla kalıp boşluğu içindeki erimiş malzemeyi soğumaya ve şekillendirmeye yarar.
5. Ön plastik: Geleneksel olarak hidrolik motor vidayı çalıştırır ve geri çeker, ardından hazneye eklenen plastik parçacıklar ön kalıplama için ileri doğru itilir. Vida, önceden belirlenen konuma geri çekilirken durur ve bir sonraki enjeksiyona hazırlanır.
6. Enjeksiyon masası geri çekilir ve kalıbı açar.
7. Oluşturulan plastik ürünü çıkarın.
Bölüm 3. Geleneksel Enjeksiyon Makinesi Kontrol Sistemi Neden Enerji Tasarruflu Değil
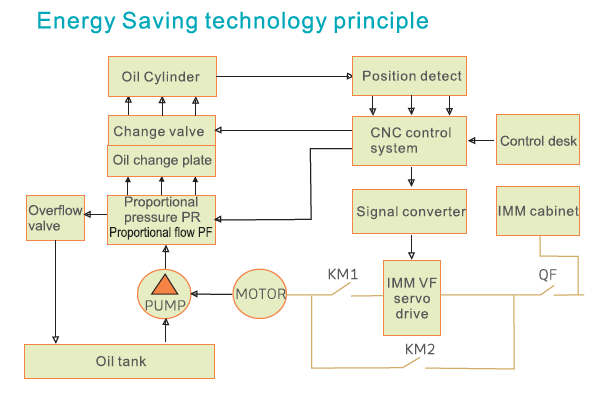
Geleneksel enjeksiyon kalıplama makinelerinde bu işlemler hidrolik sistem tarafından tamamlanır: Yağ pompası ve valfler tarafından oluşturulan basınç ve akış, silindirlerin ve hidrolik motorların gerekli ivme ve hareket hızını sağlar.
Bildiğiniz gibi:
Yağ pompasının çıkış frekansı: "Pt = p * qt = p * V * n".
Teorik pompa torku: "Tt = 1 / 2pi * p * V".
Yukarıdaki formüllerde "p" "qt" basınç anlamına gelir; akış anlamına gelir, "V"; pompa yer değiştirmesi anlamına gelir, "n"; pompanın dönme hızını ve "pi"yi temsil eder; 3,14'tür.
Formüllere göre şunu elde edebilirsiniz: "Pt = 2pi * Tt * n".
Mekanik enerjinin hidrolik enerjiye dönüştürülmesi işlemi sırasında enerji kaybını göz ardı edersek, çıkış gücünün, elektrik motorunun çıkış torkunun ve dönüş hızının yaklaşık olarak orantılı olduğu düşünülebilir. Böylece sistemin düşük debiye ihtiyaç duyduğu durumlarda sistemin ihtiyaç duyduğu gücün çok düşük olduğu görülmektedir. Ancak gerçek şu ki, motor her zaman güç frekansında çalıştığından, gerçek gereksinimlere göre motorun dönme hızını (akışı azaltmak için) azaltamayız; 50Hz. Böylece fazla hidrolik yağı tahliye vanası aracılığıyla tanka geri akar ve bu da enerji israfına neden olur.
Bölüm 4. Veichi SF81 Enjeksiyon Makinesi VFD'nin Çalışma Prensibi
1. Enerji tasarrufu.
Özel uygulama gereksinimlerine göre Veichi, enjeksiyonlu kalıplama makineleri için SF81 servo kontrolörü VSD'yi geliştirdi. SF81, sistem basıncını, tek veya çift kapalı döngü akış kontrol modlarını benimser. Hidrolik sistemin gerçekte gerekli olan akış ve basınca uygun olarak yağ tedarik etmesini sağlayabilir. Ortak sabit deplasmanlı yağ pompası sisteminin yüksek basınçlı taşmasından kaynaklanan yüksek enerji tüketiminin üstesinden gelir. Ön kalıplama, kalıplama, plastik enjeksiyon ve diğer yüksek akışlı işlemler sırasında SF81 motorun istenilen hızda çalışmasını sağlar. Paketleme, soğutma ve diğer düşük akışlı işlemler sırasında SF81, motorun düşük hızda ve sıfır hızda çalışmasını sağlar. Bu nedenle yağ pompası motorlarının gerçek enerji tüketimini büyük ölçüde azaltır.
2. Enjeksiyon kalıplama makinelerinin üretkenliğini artırın.
Ayrıca Veichi SF81 serisi enjeksiyonlu kalıplama makinesi servo kontrolörü hızlı tepki hızına sahiptir, dolayısıyla akış ve basınç yükselme süresi 50 ms kadar hızlıdır. Bu nedenle hidrolik sistemin tepki hızını büyük ölçüde artırır, hareket geçiş süresini azaltır ve tüm makinenin çalışma temposunu hızlandırır. Otomatik çalışma durumu sırasında, bir valf açıldığında sistem basıncı anında düşecek, daha sonra servo sistem, önceden ayarlanmış basınç değerini geri yüklemek için 50 ms içinde hızlı bir şekilde yağ takviyesi yapabilir. SF81, hidrolik sistemin yüksek düzenleme doğruluğu, yüksek tekrarlama doğruluğu, malzeme tasarrufu ve düşük yağ sıcaklığı gibi gelişmiş özelliklere sahip olmasını sağlar. Ayrıca SF81'in kurulumu ve çalıştırılması basit ve kullanışlıdır.
3. Ürün kalitesini artırın.
a. Ortak VVVF kontrolünü kullanmanın dezavantajları
(1) Ortak VVVF (değişken voltaj değişken frekansının kısaltması) hız kontrol modunda, frekans ve voltaj arasındaki orantı oranı sabit tutulduğunda motor akısı sabit tutulur. Bu modda hız geri besleme cihazı bulunduğundan motorun gerçek hızını doğru bir şekilde yansıtamaz. Motor üç fazlı asenkron motor olduğundan, gerçek rotor hızı ile stator dönen manyetik alanı arasında sapma vardır, harici yük değiştiğinde kayma oranı değişir ancak sürücü bunu telafi edemez, bu nedenle yağ pompası hızı değişir, akışta sapmalara ve ürün kalitesinin düşmesine neden olur.
(2) VVVF kontrolünü kullanmanın başka bir dezavantajı daha vardır: çıkış frekansı 0Hz olduğunda, teorik çıkış voltajı 0V'dir, motor stator akısı yaklaşık 0?m'dir, dolayısıyla motorun başlangıç özelliklerini etkiler ve yavaş hızlanma tepki hızına neden olur. . Enjeksiyon kalıplama makinesi, enjeksiyon gibi bazı işlemler sırasında anlık yüksek basınç, yüksek akış gerektirdiğinden, açık çevrim genel amaçlı frekans invertörleri kullanırsak, enjeksiyon basıncını etkileyen gerekli hızlı yükselen basınç tepkisini karşılamak zordur.
b. Enjeksiyon Kalıplama Makinesini Kontrol Etmek İçin Neden SF81 En İyi Seçimdir?
Veichi SF81, rotor alanı odaklı kontrol teorisini benimser; kontrolü DC motor kontrolüne eşdeğer hale getirmek için endüksiyon motor akımının koordinatını dönüştürür. Üç fazlı koordinat sistemi altında, stator alternatif akımı "ia", "ib", "ic", üç faz ile iki faz arasında geçiş yapar; bu, alternatif akım "ia" ve "i?" ile eşdeğerdir. İki fazlı statik koordinat sisteminin, daha sonra rotor akı yönelimli döndürülmüş dönüşümü yoluyla, senkron dönen referans çerçevesinin doğru akımı "it" ve "im" ile eşdeğerdir. "im" DC motorun uyarma akımına eşdeğerdir, DC motordaki torkla orantılı olan armatür akımına eşittir. Çünkü motor çalışırken veya dururken hangi durumda olursa olsun, uyarma akımı "im" her zaman mevcuttur. Armatür akımını "it" ayrı ayrı ayarlayarak, asenkron motorun her zaman yüksek dinamik durumda olmasını sağlamak için torkun büyüklüğünü kontrol edebiliriz. 0 rpm'den 1000 rpm'ye hızlanmak yalnızca 50 ms alır; bu, değişken voltajlı değişken frekans kontrol sisteminin zayıf dinamik performansının dezavantajlarını ortadan kaldırır, böylece enjeksiyon kalıplama makinesi çalışma döngüsünün yüksek takip performansını sağlar.
Motorun kendi kendine öğrenmesi sistemi sayesinde, stator direncini ve endüktansını doğru bir şekilde ölçebilir, böylece uyarma akımını sabit tutabilir, ardından akıyı sabit hale getirir. Akı sabit olduğunda motor kayma frekansı, vektör kontrol sisteminin dinamik durumunda kayma frekansı tork ile orantılıdır, dolayısıyla stator manyetik alan frekansı, kontrol edilebilen rotor frekansıdır. Bu, yük dalgalandığında, VFD sürücü kontrol bölümünün gerçek kayma frekansını hızlı bir şekilde hesaplayabildiği ve böylece sabit motor hızı kalması için statora hassas bir dönüş frekansı verebileceği anlamına gelir. Yük değiştiğinde motorun çalışma stabilitesini etkili bir şekilde artırır.
Özetle Veichi SF81, yüksek dinamiği, iyi stabilitesi, kolay kurulumu ve basit hata ayıklama özellikleri nedeniyle enjeksiyonlu kalıplama makinelerine profesyonel bir kontrol çözümü sunar.












 Mesaj bırakın
Mesaj bırakın