 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtTakım Tezgahı Milinin Konumlandırma Verimliliğini Artırmak İçin Tasarlandı - AC200-CS
Genel Bakış
VEICHI AC200 genel amaçlı frekans invertörünün duyurulmasından bu yana, mükemmel performansı ve mükemmel güvenilirliği ile müşterilerimizin tahrik sistemi verimliliğini büyük ölçüde artırdı. AC200'ün yüksek performanslı kapalı çevrim vektör kontrolünü temel alan VEICHI AC200-CS, yüksek hassasiyetli konumlandırma teknolojisini entegre ederek hız kontrolünü, konum kontrolünü ve tork kontrolünü organik bir bütün olarak birleştirir ve kapalı döngü servo kontrolü sağlar iş mili motorundan. Takım tezgahının ana tahrik sistemi olan AC200-CS iş mili servo sürücüsü, yüksek hassasiyetli frezeleme, tornalama, taşlama ve diğer işlemleri gerçekleştirerek müşterilere çok çeşitli verimli takım tezgahı işleme çözümleri sunabilir.

VEICHI AC200
Sistem Programı
Bu makalede esas olarak AC200-CS iş mili servo sürücüsünün torna iş mili üzerindeki uygulamasını tanıtıyoruz. İş mili tahrik ünitesi olarak AC200-CS, CNC sisteminin komutuyla işbirliği yaparak iş mili hızı ayarını ve konumlandırmasını uygular ve hassas kılavuz çekme işlemini tamamlar.
Sistem mimarisi şeması
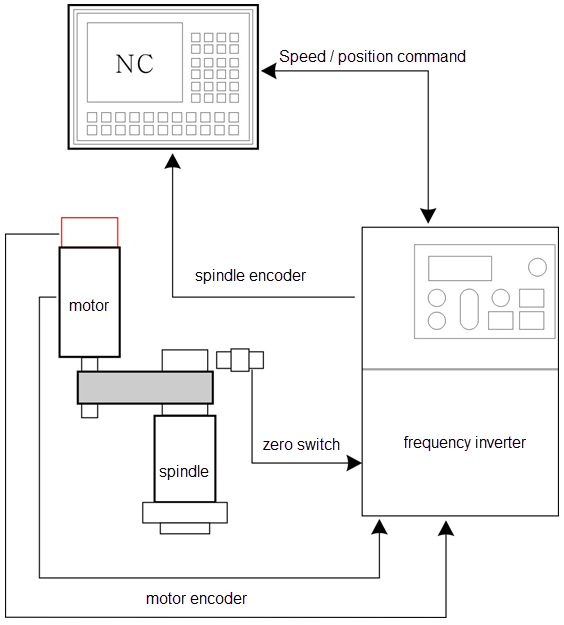
Sistem mimarisi diyagramı
İşleme akışı ve işlem adımları
(1) Çalıştırmadan önce, iş milini manuel olarak döndürün, iş mili konumunu ayarlanan konuma ayarlayın, sürücü parametresi C-40'ı (iş mili akım açısı) sorgulayın ve parametre değerini F9-37 parametresine manuel olarak girin.
(2) Takım tezgahını çalıştırın, fikstürü takın ve aynayı kilitleyin. M03 veya M04'ü (iş mili pozitif/negatif çalıştırma komutu) girin, analog sinyal aracılığıyla hızı ayarlayın, ardından iş mili yüksek hızlı dönüşe geçer ve dönüş, dönüş için istasyona gider.
(3) Tornalama işlemi sırasında tamamlandığında, CNC sistemi M19 (iş mili konumlandırma) komutunu verir, iş mili ayarlanan açıya dönecektir.
(4) İş parçası ayarlanan açıya döndüğünde, CNC makinesi M29 (hassas kılavuz çekme) komutunu verecektir. emretmek; iş parçası tamamlanana kadar iş mili, takım tezgahı tarafından verilen darbe numarasını takip edecektir.
(5) İşleme tamamlandıktan sonra ayna serbest kalır ve takım tezgahı kapanır.
AC200-CS Özellikleri
Performans
A. düşük frekans sertliği:
Nominal torkun %180'ini 0,5Hz'de üretebilir, bu da takım tezgahı iş parçasının düşük hızda yüksek stabilitesini ve güvenilirliğini sağlar. Sıfır servo durumunda ve nominal yük durumunda, en hızlı yanıt 50 ms içinde tamamlanabilir ve iş milinin her zaman durdurulmuş durumda olmasını sağlar.
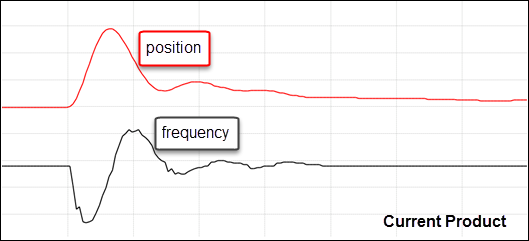
Mevcut ürün
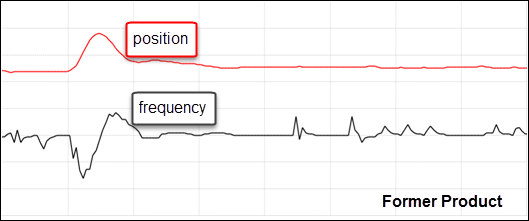
Eski ürün
B. hız, konum yanıtı yükseltmesi:
AC200-CS iş mili servo sürücüsü, voltaj ve voltajı birleştirir. Akım bastırma ve dinamik frenleme, takım tezgahı tahrik ünitesinin (iş mili) hızlı ve istikrarlı bir şekilde hızlanma ve yavaşlama elde etmesini sağlayarak üretim verimliliğini artırır. Konum modunda, iş milinin hızlı bir şekilde konum yanıtı verebilmesini ve konumlandırma kontrolünü hızlı bir şekilde tamamlayabilmesini sağlamak için döngü ayarlama döngüsü büyük ölçüde iyileştirilmiştir.
Aynı koşullarda, motor yavaşlama süresi orijinal 1/2 veya daha fazlasına azaltılır, iş mili hızlı ve doğru bir şekilde yavaşlar, güvenli ve güvenilirdir.
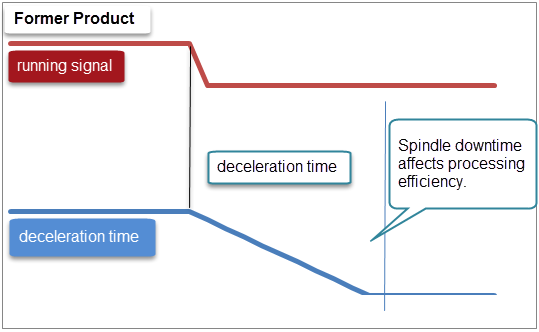
önceki ürün yavaşlama süresi
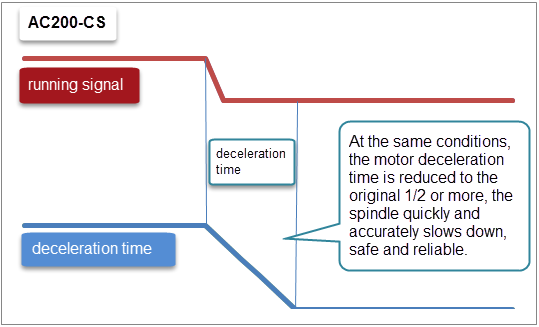
AC200-CS yavaşlama süresi
C. Düşük frekansta büyük tork, güçlü zayıf manyetik alan yeteneği
5000 devir/dakikanın üzerinde iş milinin hassas işleme ihtiyacını karşılayabilir, ancak aynı zamanda 40 devir/dakikanın altındaki hassas kılavuz çekme taleplerini de karşılayabilir.
Güçlü uygulanabilirlik
CNC freze makinesini, CNC torna tezgahlarını, CNC delme makinesini, CNC taşlama makinesini, iş milini ve diğerlerini çalıştırabilen her türlü CNC takım tezgahına uygulanabilir.
AC servo iş mili motorunu, değişken frekanslı motoru, üç fazlı asenkron motoru uyarlayabilir.
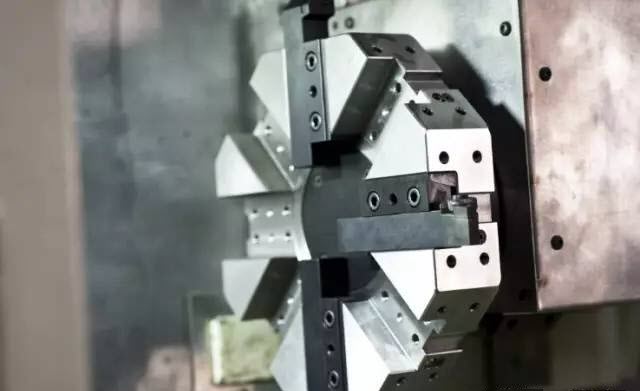
CNC takım tezgahları
Karakteristik uygulama
8 segmentli iş mili yarı durdurmalı indeksleme kontrolü: Raybalama iş parçası işlemenin doğru durdurma doğruluğu 0,1°'ye kadar doğru olabilir; sürekli çok eksenli, 360° konumlandırma koşulunda veya daha az; isteğe bağlı açısal konum, sürekli 8 konumlu konumlandırma.
Hassas kılavuz çekme: darbe + yön desteği, AB ortogonal darbe giriş komutu, hassas kılavuz çekmenin maksimum hızı 5000 rpm'ye ulaşabilir, kılavuz çekme hatası ± 1 darbe.
4 bölümlü dahili çok bölümlü konum: her bölümün dahili konum komut parametresi bağımsız olarak ayarlanır, tek veya çok bölümlü konum, kullanıcının iş milinin yörüngesini planlamasını kolaylaştırmak için döngüsel olarak konumlandırılabilir.
Başlangıç noktasına dönüş: Her seferinde iş parçası tamamlandıktan sonra ayarlanan başlangıç noktasına otomatik olarak dönmeyi sağlar. Sıfır anahtarı iş mili tarafına takılabilir ve bu fonksiyon aracılığıyla harici bir sıfır darbe durdurması da sağlanabilir.
Elektronik dişli oranı: senkron kayış tahrik oranını (1:1 olmayan) elde etmek için CNC takım tezgahı işleme uygulamaları.
Doğru durdurmayı işleyen iş parçalarının raybalama doğruluğu 0,1°'ye kadar doğru olabilir; veya daha az.

Ana iş mili servosu







 Mesaj bırakın
Mesaj bırakın