 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtVEICHI invertörlerin tel çekme makinelerinde uygulanması
Önsöz
Tel çekme makinesine çekme çekme makinesi de denir. Tel çekme makinesi, endüstriyel uygulamalarda yaygın olarak kullanılan bir mekanik ekipman olup, makine imalatı, metal işleme, petrokimya ve plastik, bambu ve ahşap ürünleri, tel ve kablo ve diğer sektörlerde kullanılmaktadır.
Kullanımına göre, tel çekme makinesi metal tel çekme makinesine (standart parçalar gibi metal ürünlerin ön işlenmesi için), plastik tel çekme makinesine (plastik ürünler endüstrisinde çeşitli oyuklar üretmek için kullanılır) ayrılabilir. polyester, naylon, polietilen, polipropilen, polyester talaşları vb.nin derin işlenmesi için katı veya düz iplikler), bambu ve ahşap tel çekme makinesi (bambu ve ahşap ürünleri endüstrisinde yemek çubukları, kürdan, barbekü çubukları vb. yapımında kullanılır), bambu ipeğini çıkarın, ahşap yününün yeniden işlenmesi için özel ekipman).
Tel çekme makinesi, gerdirme yoluyla düz tip ve su tanklı tipe ayrılabilir. Tel çapı büyük çekme makinesine, orta çekme makinesine, ince çekme makinesine ve mikro çekme makinesine vb. bölünebilir. Bunlar iki bölümden oluşur: tel çekme ve tel. Kablonun çıktısını, kalitesini ve maliyetini iyileştirmek için tel çekme makinesi genellikle çift çevrimli veya çoklu çevrimli sabit gerilim kontrolüne dönüştürülür. Şu anda, değişken frekanslı senkron kontrolün çoğu genellikle harici PID kontrol cihazının kontrol modunu benimser. Bu yöntemin dezavantajları şu şekildedir: PID denetleyicinin kontrol parametrelerinin hatalarını ayıklamak zor, pahalı ve zarar vermesi kolaydır. Analog miktarın iletim sırasında zayıflama ve kayma sorunları vardır. Bakım ve bakım maliyetleri yüksektir. Tel çekme makinesi invertörünün kullanımı, kullanımı kolay, hata ayıklaması kolay ve ekonomiktir. Tel çekme makinelerinin kullanımında bir trend bu. Şu anda VEICHI'nin tel çekme makinesi ülke çapında iyi bir şekilde satılıyor ve itibarı çok iyi. Tel çekme makineleri alanında çeşitli üreticilerden oybirliğiyle övgü aldı.

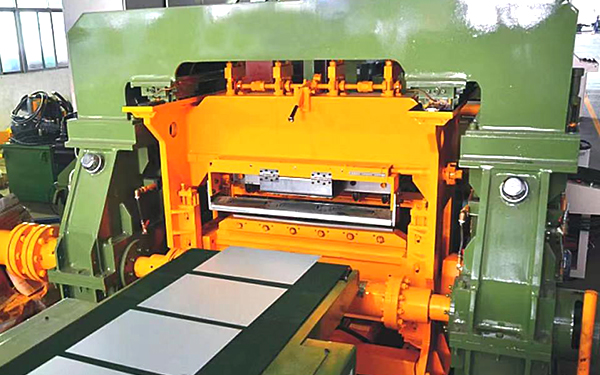
Tel çekme makinesi
Tel çekme makinesinin tanıtımı ve çalışma prensibi
Düz tel çekme makinesinin tanıtımı
Düz tel çekme makinesi, çok sayıda çekme kafasından oluşan küçük, sürekli bir üretim ekipmanıdır. Tek tek çekilerek tel, gerekli spesifikasyonlara göre tek seferde soğuk çekilebilir, böylece çalışma verimliliği nispeten yüksektir. Ancak telin tel çapı her çekme aşamasından sonra değiştiği için her çekme kafasının çalışma hattı hızının da değişmesi gerekir. Özellikler: çoklu yolma kafaları, çoklu frekans dönüşümü, çoklu PID ayarı.
Düz tel çekme makinesinin prensibi
(1) Düz tel çekme makinesinin çalışma prensibi her makaranın metal akış süresinin eşit olmasını sağlamaktır.
(2) Tel çekme kalıbının aşınması, motor hızının dalgalanması , tel kalınlığının düzgünsüzlüğü ve benzeri durumlar yer değiştirme sensörü tarafından algılanır ve hız telafisi olarak PID algoritması kullanılır.
(3) Son makaranın hızı ana olarak verilir, diğeri ise hız telafisi olarak kullanılır. makaralar, küçültme oranı ve iletim oranıyla verilir.

Düz tel çekme makinesinin prensibi
Su deposu tipi tel çekme makinesine giriş
Su deposu çekme makinesi aynı zamanda ıslak çekme makinesi olarak da adlandırılır ve çekme işlemi, çelik tel çekme ve çelik telin makara üzerinde kaymasıyla oluşan ısıyı etkili bir şekilde dağıtabilen su deposunda gerçekleştirilir. küçük ebatlı çelik tel üretimine uygundur.
Su deposu tipi tel çekme makinesinin çalışma prensibi
(1) Ev sahibi kule tekerleğini sürükler ve ince çizgiyi kalınlaştırma işlemini tamamlamak için kalıbın büyük ağzından küçük ağza girer.
(2) Gerilim 0-10V'a dönüştürülür. Gergi çubuğuna bağlı bir potansiyometre ile elektrik sinyali.
(3) Sargı frekansı dönüşümü otomatik sarma çapı hesaplama fonksiyonu, yani tel arttıkça tel hızı otomatik olarak azalır ve gerginlik geri besleme voltajı, tel gerilimini sabit tutmak için PID işlemiyle birleştirilir.

Su deposu tipi tel çekme makinesinin çalışma prensibi
Tel çekme makinesi invertörü için proses gereksinimleri
(1) Üstün düşük frekanslı tork, hızlı dinamik yanıt, ultra kararlı kararlı durum doğruluğu ve gürültü yok.
(2) Tüm gerilim kontrol algoritmaları invertöre entegre edilmiştir ve sürücünün karakteristik fonksiyonları tel çekme makinesi invertöre entegre edilmiştir. Karmaşık tel çekme makinesinin tam kontrol fonksiyonu, çevresel kontrol devrelerine gerek kalmadan gerçekleştirilebilir.
(3) Ana bilgisayar başlatıldığında ve durduğunda, bağlantının kesilmesine asla izin verilmez. Bağlantı kesilmesi hatası varsa hızlı bir şekilde alarm verilmeli ve acil durdurma yapılmalıdır.
(4) Çalışma stabildir. Normal çalışma sırasında sarkaç çubuğunun üst ve alt sınırlara çarpmasına izin verilmez ve aynı anda aynı akış hızı korunabilir.
(5) Durma sırasında hattı senkronize tutun ve koruyun her hattın hızının her zaman orantılı ilişkisi.
(6) İnvertör, tel çekme makinesinin birden fazla özel parametre setini entegre eder ve müşterinin parametreleri ayarlamasına gerek kalmadan ilgili parametreleri doğrudan çağırır. tek tek.
AC310, AC200-L tel çekme makinesi invertörünün özellikleri
(1) Rulo çapı katsayısının benzersiz otomatik hesaplaması
Sarma makinesinin sarım çapı artmaya devam ettikçe, sarma makinesinin çıkış frekansının da sürekli olarak azaltılması gerekiyor. AC310 ve AC200-L serisi invertörler, en iyi sabit gerilim alma etkisini elde etmek amacıyla tel sarma makinesinin mevcut sarma çapını dinamik, gerçek zamanlı ve otomatik olarak hesaplamak için özel olarak bir sarma çapı hesaplama fonksiyonuyla donatılmıştır.
(2) Rulo çapı katsayısı K1 artışı
Çalıştırma işlemi sırasında gerilim denge çubuğu merkezin dışında olduğunda, sarım çapı katsayısı K1'in otomatik hesaplama fonksiyonu açılır. Yüksek, orta ve düşük hızlarda gerilim stabilitesini sağlamak için sarkaç çubuklarının farklı konum sapmaları, farklı rulo çapı katsayıları K1 artışlarına karşılık gelir ve farklı sistem rulo çapı değişim oranları farklıdır. K1 artışı, rulo çapının doğru şekilde hesaplanmasını sağlayacak şekilde ayarlanır.
(3) Güçlü bobin çapı hesaplama yöntemi
Tel sarma makinesinin sarkacın merkezine yakın bir yerde sorunsuz çalışmasını sağlamak için sarım çapının otomatik olarak hesaplanması önemli bir fonksiyondur. AC310 ve AC200-L'de sarım çapı için iki otomatik hesaplama yöntemi vardır: doğrusal hız yöntemi ve kalınlık integral yöntemi. Bu, gerilim kontrolünün performansının daha mükemmel olmasını sağlar.
(4) Rulo çapı sıfırlama (manuel / otomatik)
Aynı hat hızında, sarma makinesinin tam çaptaki ve boş çaptaki çıkış frekansı büyük ölçüde farklılık gösterir. Tel çekme makinesinin ve ana hattın hızını senkronize etmek için tel çekme makinesinin, ruloyu değiştirirken rulo çapı sıfırlama işlemini gerçekleştirmesi gerekir. Rulo çapı otomatik sıfırlama fonksiyonu kullanıldığında, rulo çapı katsayısı K1 her duruştan sonra otomatik olarak sıfırlanır. Elektrik kesintisi veya acil durdurma durumunda, manuel bobin çapı sıfırlama fonksiyonu kullanılmalıdır, yani harici çok fonksiyonlu terminal, bobin çapı sıfırlama terminali olarak tanımlanır.
(5) Sürtünme telafisi
Yerleşik statik sürtünme dengeleme ve kayan sürtünme dengeleme modülü, sürtünmenin üstesinden gelme çalışmasını sağlar ve sistemi daha mükemmel hale getirir.
Önerilen kablolama yöntemi
Aşağıdaki kablolama yöntemleri AC200-L'yi temel almaktadır.
(1) Jog anahtarı ana ünitenin X3 terminaline bağlanır (fabrika değeri ileri jog'dur)
(2) Harici terminal başlatma anahtarı X1 ana bilgisayarına bağlanır.
( 3) Çekme hızı potansiyometresi tel çekme makinesinin (ana ünite) +10V, VS1 ve GND'sine bağlanır.
(4) Ana bilgisayar AO1 terminalinin ve GND terminalinin analog çıkışı VS terminaline bağlanır ve Tel alma makinesinin GND terminali.
(5) Kontrol panosundaki J2 bağlantı kablosu terminaline kısa devre yapın.
(6) Gergi çubuğunun potansiyometresi +10V, AI ve GND'ye bağlanır. AC200-L serisi invertörün terminalleri.
Gerginlik denge çubuğunun geri besleme değeri yukarıda gösterildiği gibi AC200-L serisi tel çekme makinesi invertörüne bağlandıktan sonra, gergi çubuğu tel alımına göre gergi çubuğu salınımı yönünde hareket ettirilir ve PID geri besleme sinyali (C-09) izlenir. Değer küçükten büyüğe, genellikle %0,0 ile %100,0 arasında olmalıdır. Bu aralıkta değilse gerilim potansiyometresinin konumu, merkez noktası yaklaşık %50,0 olacak şekilde değiştirilmeli ve gerilim potansiyometresi 360° olmalıdır. yüksek hassasiyetli potansiyometre; elektriksel ayarlama sorunluysa, gergi çubuğu doğrudan telin gerginliğinin ayarlanmasıyla garanti edilen fiziksel ara yükseklik konumuna kaldırılabilir ve ardından potansiyometre geri besleme değeri %50,0 olur. Bu ayar yöntemi, aynı konum mesafesinin ofset depolama enerjisini elde etmek için gerilimin pozitif ve negatif sapmalarının gergi çubuğu tarafından elde edilebilmesini sağlamak üzere tasarlanmıştır.
Tel çekme makinesinin önerdiği parametreler (AC200-L)
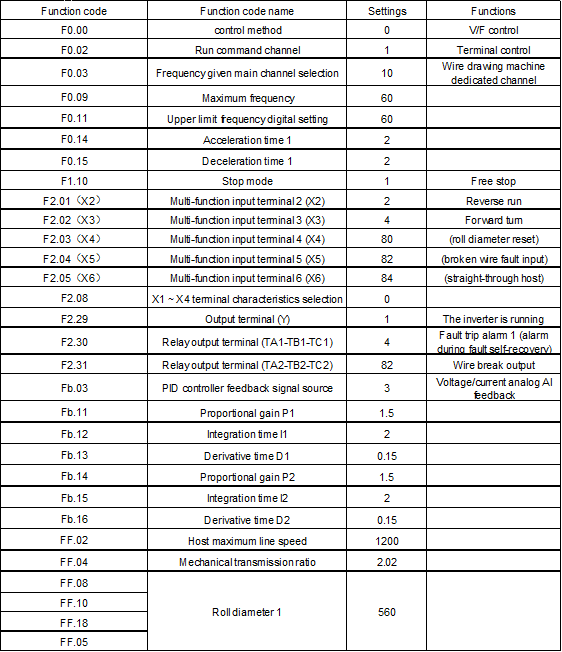
Tel çekme makinesinin önerdiği parametreler (AC200-L)
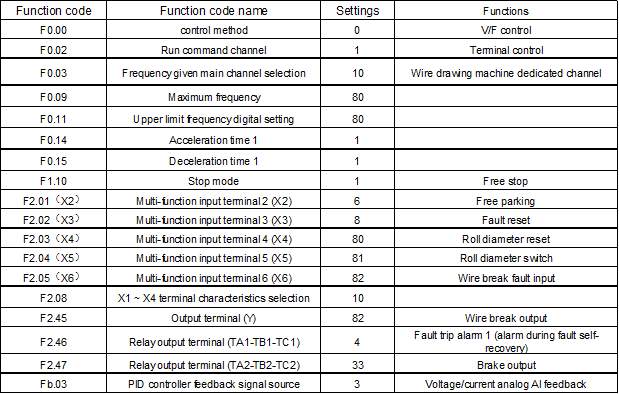
Su deposu tipi çift frekanslı dönüşüm ana bilgisayarı (tel çekme makinesi) önerilen parametreler
Su deposu tipi çift frekanslı dönüşüm ana bilgisayarı (tel çekme makinesi) önerilen parametreler
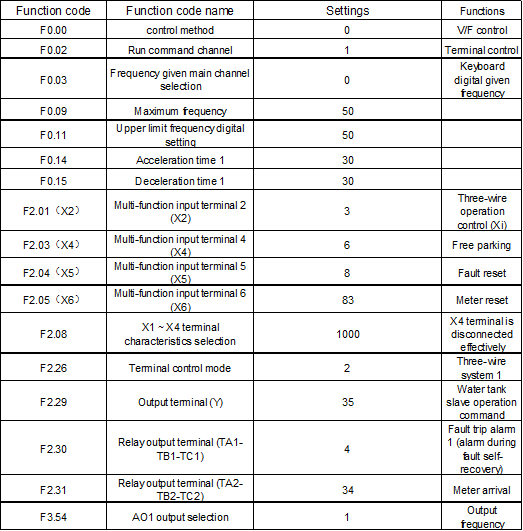
Su deposu tipi çift frekanslı dönüşüm telli makine için önerilen parametreler
Su deposu tipi çift frekanslı dönüşüm telli makine için önerilen parametreler
Not: Yukarıda önerilen parametre değerleri bazı özel koşullar için geçerli olmayabilir ve kullanım sırasında saha koşullarına göre ayarlanacaktır.
Çeviricide hata ayıklama
Ana ünite, kablo sarma makinesi kablolaması
Ana invertörün çıkış frekansı, programlanabilir analog çıkış portu A01 ve GND terminali aracılığıyla hat alıcı invertörün mevcut giriş portu AS ve GND'ye bağlanır; ana invertörün çıkış frekansı, tel sarma makinesinin ve tel sarma makinesinin ileri besleme frekansı olarak kullanılır. Dahili olarak hesaplanan PID ayarlamaları, geri çekilebilir hattın geriliminin sabit olmasını sağlamak için birlikte çalışır.< /p>
Kablo alma geri besleme kablolaması
Gerginlik dengesi kolu potansiyometresinin üç ucu, alma invertörünün +10V, AI ve GND'sine bağlanır ve salınım kolunun maksimum konum geri besleme voltajına ve en düşük konum geri besleme voltajına göre ayarlanır Sırasıyla [F3.06] ve [F3.08]. Sarkaç orta konumdayken PID geri besleme değerinin %50 olmasını garanti edebilir. Gerilim geri besleme potansiyometresi 360° olmalıdır; yüksek hassasiyetli potansiyometre.
Fren direnci kablolaması
Geri çekme hattının geriliminin sabit olmasını sağlamak için, sarma makinesinin invertörünün kısa sürede hızlanması ve yavaşlaması gerekiyor. Hız yavaşladığında invertörün doğrusal voltajı artacaktır. İnverterin normal çalışmasını sağlamak için harici bir fren gereklidir. Direnç ve frenleme direnci için AC200 Serisi İnverter Kullanım Kılavuzuna bakın. Fren direnci AC200-L serisi tel çekme makinesinin (+) ve PB'sine bağlanır.
Kablo kopması algılama fonksiyonu
Gerginlik geri besleme değeri, PID kopukluk algılama alt sınırından [FF.20] düşük olduğunda veya PID kopukluk algılama üst sınırını [FF.21] aştığında ve [FF.24] tarafından ayarlanan süre boyunca devam ettiğinde, invertör [FF. 25] Seçim yöntemi buna göre ele alınır. Kopuk tel alarmı alt limiti [FF.20]: Tel çekme makinesi PID kopukluk algılamasının alt limitini ayarlayın, geri besleme sinyali kopukluk alarmı alt limit değerinden daha düşüktür ve [FF.24] kopukluk tespiti karar gecikmesine devam edin, ardından çizim olarak kabul edilir. Makinenin bağlantısı kesilir. Kırık hat alarmı üst limiti [FF.21]: Tel çekme makinesinin tel çekme algılamasının üst limitini ayarlayın. Geri besleme sinyali, tel kopma alarmının üst limitini aşar ve devam eder [FF.24] Tel kopma algılama değerlendirme gecikmesinden sonra, tel çekme işleminin makinenin bağlantısının kesildiği kabul edilir. Kablo kopması algılama karar gecikmesi [FF.24]: Yanlış alarmları önlemek için.
Sistem bir bağlantı kesintisi tespit ettiğinde, bağlantı kesintisi algılaması gecikme süresini belirledikten sonra bağlantı kesme hatasını rapor edecektir. Bağlantı kopma hatası çalışma modu: 0, serbest durma ve alarm; 1, yalnızca bağlantı kesme hatası terminal eylemi, invertör bağlantının kesildiğini tespit ettiğinde çalışmaya devam eder. Aynı zamanda, çok fonksiyonlu çıkış terminali bağlantı kesme çıkışına ayarlanırsa geçerli sinyal hemen verilir.
Başlatma veya kapatma sırasında yanlış alarmı önlemek için, sürücü [FF.22]'den daha uzun çalışacak şekilde ayarlanabilir ve sürücü çıkış frekansı, [FF.23] ayar frekansından daha yüksek olacaktır.
Bağlantı kopması algılanır ve invertör durup bir "E.PID" rapor edebilir. arıza. [FF.25] 1'e ayarlanırsa bağlantı kesme hatası, [FF.27] ayar süresinden sonra otomatik olarak sıfırlanır.
Fren kontrolü
Bağımlı ünite durduğunda, fren sinyali çıkışı sağlanır (seçilen çıkış terminalinden çıkış) ve çıkış, [FF.29] tarafından ayarlanan sürenin hemen ardından durdurulur. Fren sinyali çıkışı sırasında çalıştırma komutu geçerliyse freni derhal durdurun.






 Mesaj bırakın
Mesaj bırakın