 Global - English
Global - English Italian - Italiano
Italian - Italiano Polish - Polski
Polish - Polski Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Turkish - Türkçe
Turkish - Türkçe Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtBangladeş'teki Enjeksiyon Makinesinde SF81'in Başarılı Uygulaması

Projeye Genel Bakış
Müşterinin Sitesine Genel Bakış
Bangladeşli müşterilerimizden biri, plastik fabrikasında Haiti enjeksiyonlu kalıplama makinesini kullanıyor ve makine, 22KW'lık motorla çalışan bir yağ pompasıyla çalışıyor. Birkaç ay önce müşterimiz enerji tasarrufu dönüşümü için VEICHI SF81 asenkron servo sürücüyü tercih etti.

Dönüşüm Öncesi Pratik Durum
Motor çalıştıktan sonra her zaman güç frekansında çalışır, dolayısıyla gerçek yağ pompası yakıt beslemesi, üretim süreci sırasındaki gerçek gereksinimlerden daha fazladır; yüksek basınç durumundaki aşırı hidrolik yağı taşma valfinden geri akar, bu da çok fazla enerji israfına ve valf aşınmasına neden olur; Ayrıca, yağ sıcaklığının düşürülmesi ek soğutma döngüsü gerektirdiğinden daha fazla enerji israfı ortaya çıkar.
Dönüşüm Programı
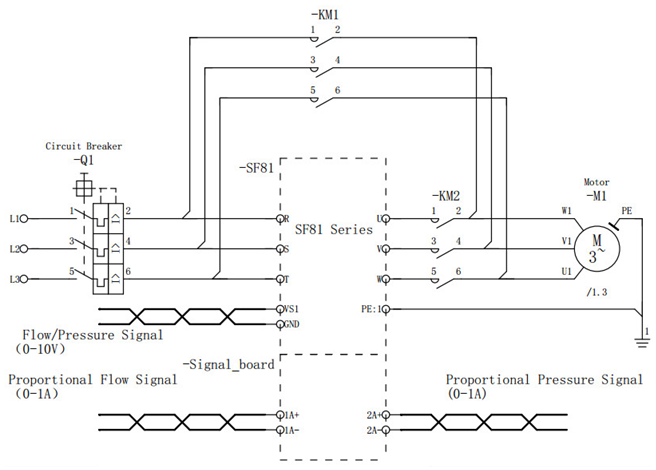
Müşterinin durumunu tam olarak anlayan teknik mühendisimiz, enjeksiyon kalıplama makinesi sistemini dönüştürmek için VEICHI SF81-T3-22ZK asenkron servo sürücüyü uyguladı. Aşağıda bağlantı şeması bulunmaktadır.

Enerji Tasarruflu Dönüşümün Ayrıntıları
Ana Devre Kablolaması
Yıldız üçgen ana devre güç kaynağını kesin ve servo sürücünün U, V ve W terminaline bağlayın.
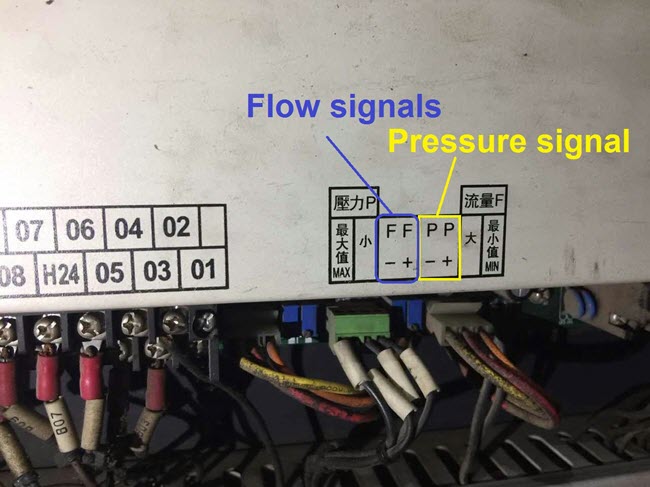
Sinyal kartı kablolaması
Enjeksiyon kalıplama makinesi bilgisayarının oranına veya 0-1A (DC) veya 0-10 (DC) akış sinyali tipine göre kablolama.
1. Yalnızca iki sinyal kartı kanalından birini bağlamanız gerekir;
2. Sinyal tipi 0-1A olduğunda orijinal "sinyal pozitif" bağlantısını kesin. bağlantı, seri erişim 1A-, 1A +;
3. Sinyal tipi 0-10V olduğunda, pozitif sinyali VS'ye, negatif sinyali GND'ye bağlayın; her ikisi de 1A-, 1A+'ya paralel olarak bağlanır.
Hata ayıklama
1. Manuel modda, NOZZLE ADV. Düğmesi veya NOZZLE RET. Düğme; C-16 küçükten büyüğe değiştiğinde, kablolamanın doğru olduğunu ve motor çalışma yönünün doğrulanabileceğini gösterir;
2. Makine bekleme modundayken, değerin x;
3 olduğunu varsayarak C-16 parametre değerini izleyin. F3.00 = X/10;
4'ü ayarlayın. Manuel modun bekleme durumunda, maksimum sinyal çıkışını ayarlayın, bu sefer C-16 parametre değerini gözlemleyin, değerin Y;
5 olduğunu varsayalım. F3.02 = Y/10;
6 parametresini ayarlayın. Hızlanma süresini ayarlayın F0.14 = F0.15 = 0,0-1,0 saniye;
7. Otomatik modda, sürücü çalışma modunu değişken frekans olarak ayarlayın, ardından hata ayıklama tamamlanır.
Notlar
1. U, V, W kablolaması; Motorun doğru yönde çalıştığını onaylayın;
2. Enjeksiyon kalıplama makinesi bilgisayarının akış veya basınç sinyali terminallerini bulun.
VEICHI SF81'in öne çıkan özellikleri
1. Yüksek enerji tasarrufu oranı: SF81 servo sürücüsü, enjeksiyonlu kalıplama makinesinin bilgisayar sinyaline göre çıkış hızını ayarlar, böylece gerçek pompa yağı beslemesi, enjeksiyonlu kalıplama makinesinin ve çeşitli üretim süreçlerinin ihtiyaçlarını karşılar. Bu, taşmayı minimum durumda kontrol edebilir ve bu da %25 - %35 elektrik tasarrufu sağlar.
2. Güçlü aşırı yük kapasitesi: %150 nominal akım, 3 dakika; %200 nominal akım, 5 saniye.
3. Yüksek güvenilirlik: üretimin sürekliliğini ve yüksek verimliliğini sağlayan çift devreli güvenlik anahtarı tasarımının şebeke beslemesi/enerji tasarruflu çalışması.
4. Kullanımı kolay: çift kanallı giriş, 50kHz'in altında 0 ~ 1A, 0 ~ 10V darbe sinyalini alabilir; basit kurulum ve üstün koruma.
5. Yüksek getiri oranı: Elektrik tasarrufu sayesinde tüm yatırım 6-12 ay içinde geri dönebilir.


 Mesaj bırakın
Mesaj bırakın